Изобретение относится к литейном производству, в частности к литью под низким давлением. Целью изобретения является повышение производительности. На фиг. 1 представлена машина дл литья под низким давлением роторов электродвигателей, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг.З вид Б на фиг. 1; на фиг. 4 - машина для литья под низким давлением в рабочем положении; на фиг. 5 - схем обрезки питателей; на фиг.6 - разре В-В на фиг. 5. Машина содержит нижнюю плиту 1, стойки 2, на которых установлена верхняя неподвижная плита 3 с приводом вертикального перемещения, представляющим собой гидравлический цилиндр двойного действия, корпус 4 которого закреплен на плите 3, а шток 5 соединен с подвижной плитой 6, к которой крепится верхняя полуформа 7, причем внутри штока 5 в его нижней части вмонтирован гидроцилиндр, шток 8 которого проходит через полуформу 7 и заканчивается захватом 9 в виде вилки со сквозным Т-образным пазом. На плите 1 смонтирован привод горизонтального перемещения сменного постамента 10 под пакет ротора с оправкой, СОСТОЯ1ЦИЙ из боковой неподвижной плиты 11, закрепленной на плите 1 боковой подвижной плиты 12, двух скалок 13, соединяющих плиты 11 и 12, гидроцилиндра 14, корпус ко торого закреплен на плите 11, а што соединен с плитой 12. На боковой по вижной плите 12 закреплен кронштейн 15, на которой устанавливается смен ный постамент 10 под пакет ротора с оправкой. 1 На плите 1 смонтировано также устройство для обрезки литников и привод его горизонтального перемещения, состоящий из боковой неподвижной плиты 16, закрепленной на плите 1, боковой подвижной плиты 17, двух скалок 18, соединяющих плиты 16 и 17 гидроцилиндра 19,корпус которого закреплен на плите 16, а щток соединен с плитой 17. На боковой подвижной плите 17 закреплен кронштейн 20, на который устанавливается устройство для обрезки литника ротора, выполненное в виде 92 постамента 21 и закрепленного на нем кольцевого ножа 22. В центре плиты 1 соосно с приводом вертикального перемещения крепится нижняя полуформа 23. Под плитой 1 установлен агрегат заливки 24, мета.тшопровод 25 которого стьжуется с полуформой 23. Машина следующим образом. Подготовленный к заливке пакет ротора с оправкой устанавливается на постамент 10 и с помощью гидроцилиндра 14 перемещается до оси механизма вертикального перемещения и полуформ 7 и 23, при этом хвостовик оправки, на котором собран пакет ротора, буртом входит в Т-образный паз захвата 9, исходное положение которого нижнее. Включается внутренний гидроцилиндр механизма вертикального перемещения и пакет ротора снимается с постамента 10, подтягивается и прижимается к верхней полуформе 7. Плита 12 с кронштейном 15 и постаментом 10 отводится в исходное положение. Включается наружный цилиндр механизма вертикальных перемещений, полуформы 7 и 23 стыкуются и происходит сжатие пакета ротора. Подается давление в агрегат заливки 24 и происходит заливка ротора. После технологической выдержки полуформы 7 и 23 раскрываются, залитый ротор извлекается из нижней полуформы 23 и поднимается в верхнее положение вместе с полуформой 7. Плита 17 с кронштейном 20 и постаментом 21 с кольцевым ножом 22 подается под пакет ротора (см фиг. 1). При этом кольцевой нож 22 обрезки литников располагается под питателями центрального литника Перемещением наружного гидроцилиндра вниз производится обрезка- литников. После обрезки питателей одновременно включаются наружный и внутренний цилиндры механизма вертикальных перемещений, плита 6 поднимается в верхнее положение, а захват 9 опускается в нижнее положение. При этом ротор выталкивается из верхней полуформы 7, оставаясь на ноже 22. Затем включается гидроцилиндр 19 и плита 17 отводится в исходное положение, при этом бурт хвостовика оправки ротора выходит из Т-образного паза захвата 9. Залитый пакет ротора и обрезанньй литник снимаются с кронштейна 20. Операции технологического цикла закончены. Использование изобретения позволит устранить трудоемкие технологические операции по обрезке литников вне машины, что. повышает производительность на 10-15%.. - V

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под низким давлением роторов электродвигателей | 1987 |
|
SU1458074A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1979 |
|
SU869957A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1988 |
|
SU1507531A2 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Устройство для удаления отливки из литьевой машины | 1985 |
|
SU1329990A1 |
| Кокильная машина | 1987 |
|
SU1588494A1 |
| Установка для заливки роторов электрических машин | 1986 |
|
SU1541716A1 |
| Машина для литья под давлением | 1985 |
|
SU1304982A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
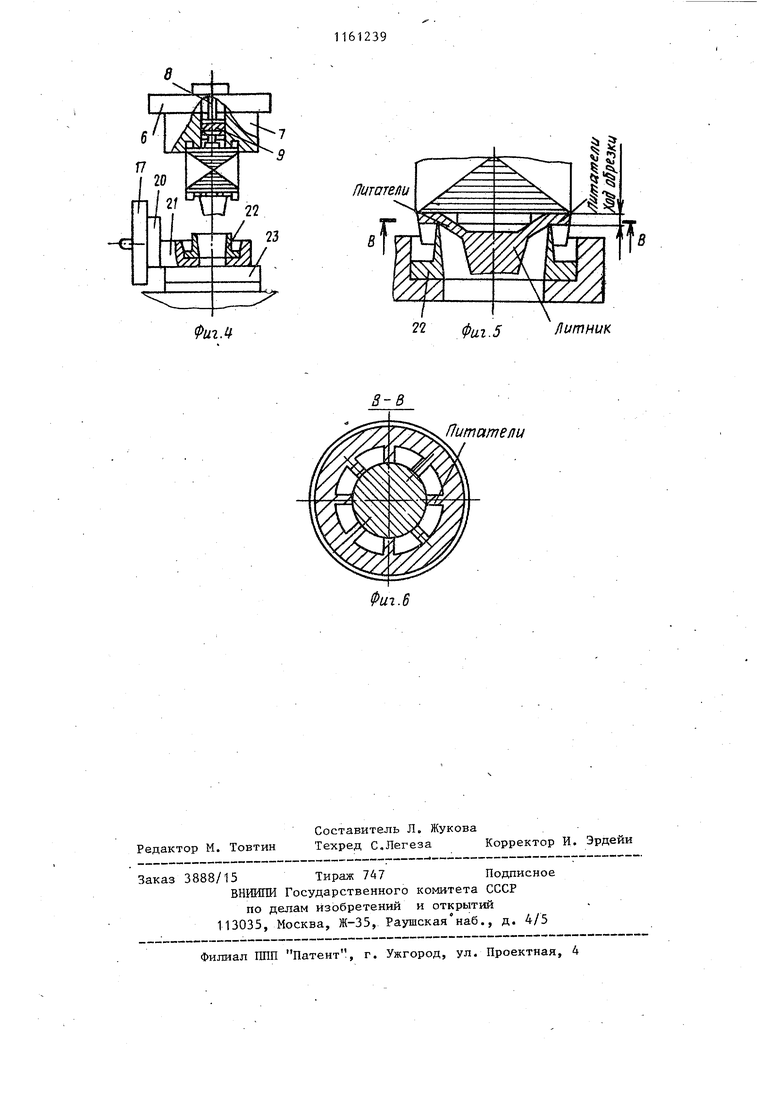
МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ РОТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ по авт.св. № 869957, отличающаяся тем, что, с целью повьпиения производительности, она снабжена устройством для обрезки литников, выполненным в виде постамента с приводом его горизонтального перемещения и с закрепленным на нем кольцевым ножом.
Фиг Л
№1
I.J
.
| Машина для литья под низким давлением роторов электродвигателей | 1979 |
|
SU869957A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
