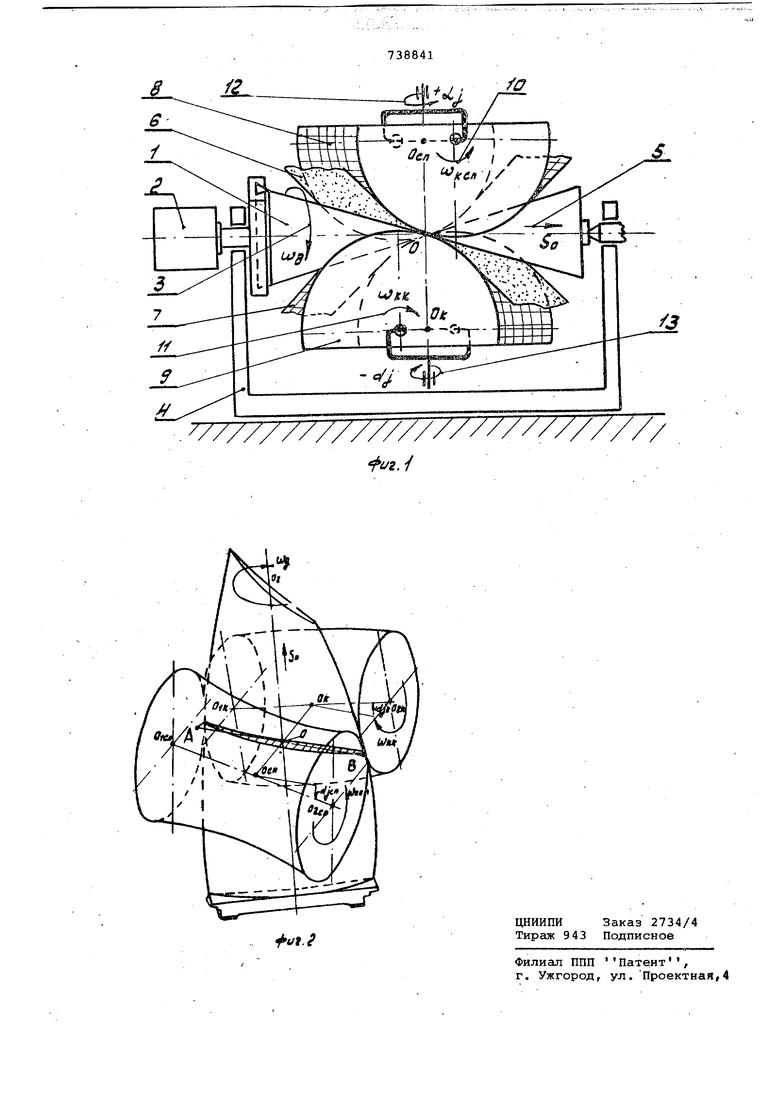
(54) СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ Изобретение относится к обработке криволинейных поверхностей абразивными лентами.. Известен способ обработки криволинейных поверхностей, например лопаток газотурбинных двигателей, при котором объемные копиры обкатывают обрабатываемую поверхность, с соблюдением соответствия углового перемещения копиров с продольным и угло вым перемещением детали 1. Однако при одновременной двусторо ней обработке линии контактирования инструментов с винтовыми поверхностями пера перекрещиваются в пространстве. В результате действия нормальных линий составляющих сил резания возникают значительные изги бающие и крутящие моменты. В процес се обработки это ведет к угловой и линейной деформации пера, главным образом по направлению его наименьшей жесткости, и значительно снижает точность обработки . С увеличением угла закрутка и ширины пера соответственно увеличивается и его деформация. Целью изобретения является повышение точности обработки винтовых поверхностей пера крупногабаритных ЙОВЕРХНОСТЕЙ деталей сложного профиля с большими угйамй закрутки г например, длиной 1200 мм, шириной 400 мм и закруткой бО. Поставленная цель достигается тем, что при обработке винтовых поверхностей деталей сложного профиля по методу сопряженно-профильной обкатки одновременно с двух сторон iявижyщимиcя абразивными лёнтамиг прижимаемыми к обрабатываемьп«1 поверхностям профилированными копирами с еогласьванйём угловыхпойач детали и копиров с продольной подачей детали, копиры дополнительно поворачивают в противоположные стороны вокруг линии, соединяющей их центры, до совмещения линий контакта копиров и винтовых поверхностей детали с обрабатываемым профильным сечением, а величины углов поворота копиров со стороны спинки и корыта пера лопатки (cCjcn oпpeдeляютJ по формуле ; ш1)У, ,.j -. изменение угла закрутки где ° детали по ее высоте; R. - наименьшее расстояние от оси вращения копира до главной оси профиля, Предложенный спосо.б обработки поясняется чертежами, где на фиг.1 дана принципиальная схема ишифования; на фиг. 2 - совмещение контактных линий копиров с профилем ;Обрабатываемого сечения пера. Предлагаемый способ обработки со тоит в следующем: обрабатываемую ло патку 1 (фиг. 1) устанавливают в по воротном устройстве 2, которое сообщает ей угловую подачу в направле нии стрелки 3. Поворотное устройств 2 закрепляется на подвижном столе 4, который осуществляет продольную подачу SQ детали в направлении стре ки 5. ДвижуЕциеся абразивные ленты б и 7 прижимаются к обрабатываемым Поверхностям спинки и корыта лопатк копирами 8 и 9, которым сообщаются угловые подачи ,сп и в на правлениях, указанных стрелками 10 и И. Повороты копиров относительно ли нии и Оц, соединяющей центры их осей вращения, согласно направлению закрутки пера лопатки, изображенной на фиг. 1, производятся: верхнего против часовой стрелки 12 а нижнего - по направлению часовой отрелки 13. Обработка осуществляется следующим образом. Деталь 1 охватывается с двух сто рон движущимися абразивными лентами 6 и 7, прижимаемыми к обрабатываемым поверхностям пера копирами В и 9. Продольная пЪдача S, сообщаемая ло патке, является по величине посто н ной. Угловая подача лопатки А)Д со ласуется с продольной подачей So и величиной и направлением закрутки пера таким образом, что в каждый момент времени процесса обработки обеспечивается нормальное положение главной оси АВ обрабатываемого профиля пера к линии ОспОц соединяющей центры осей вращения копиров (фиг.2). Угловые подачи {«щ.у,и кк копиров 8 и 9, согласованные с продольной подачей So, также по величине постоянны. Копиры В и 9 поворачиваются вокруг линии их центров pcnOu, нэ углы icjLjvHcn в противоположные сто роны так, чтобы линии контактирования абразивных лент с обрабатываемыми поверхностями совпадали с профильными сечениями пера в обрабатываемых участках (фиг.2). Величины углов поворота копиров расчитываются по формуле:... l,-,«.(f-)j i;. изменение величины угла закрутки пера по его высоте ; Rp - наименьшее расстояние от оси вращения копира до главной оси профиля. Направление углов поворота копиров определяется направлением закрут ки пера. Обработка осуществляется сразу по .всей ширине пера лопатки. Пример. Процесс обработки осуществляется на станке полуавтоматически. Лопатка 1 закрепляется в приспособлении поворотного устройства 2. Стол 4 станка находится в исходном положении. Включаются вращение абразивных лент 6 и 7, подача на прижим абразивных лент копирами и подача оулс1ждающей жидкости. На некотором расстоянии копиров от обрабатцваемых поверхностей включается продольная подача S лопатки. Врезание осуществляется уже при вк.точенной продольной подаче, что устраняет прижоги и вышлифовки. Одновременно с продольной подачей включаются угловые подачи копиров ксп угловая подача лопатки и корректировка углового положения осей вращения копиров. Обработка может осуществляться как за продольный ход стола, так и за несколько проходов, в соответствии с настройкой системы управления. Формула изобретения 1, Способ обработки криволинейных поверхностей абразивными лентами. При котором обрабатываемые поверхности обкатывают объемными копирами, движение которых согласуют с угловым и продольным перемещением детали, отличающийся тем, что, с целью-повышения точности и качества обработки криволинейных поверхностей с большими углами закрутки ко.пиры дополнительно разворачивают в разные стороны относительно друг друга вокруг линии, соединяющей их центры, при этом угол разворота определяют по формуле: 4(-,1 .jK -а где - - изменение угла закрутки детали по ее высоте; г наименьшее расстояние от оси вращения копира до главной оси прО(1«ля. Источники информащии, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2014902/25-08, кл. В 24 В 21/16, 1974 (прототип).
.i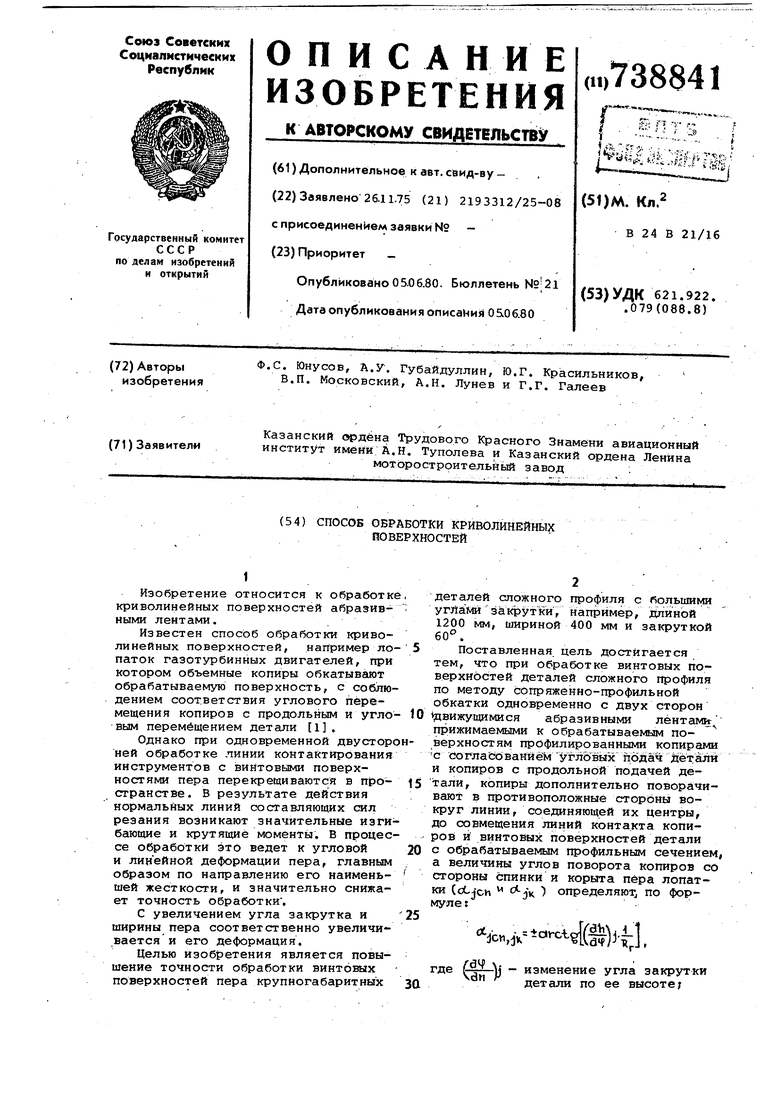
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1978 |
|
SU929409A1 |
| Способ шлифования деталей | 1979 |
|
SU846240A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ СЛОЖНОПРОФИЛЬНЫМИ ИНСТРУМЕНТАМИ | 2002 |
|
RU2217290C1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Контактный копир для обработки длинномерных деталей | 1979 |
|
SU870080A1 |