Известен процесс насечки надфилей, как и прочих видов напильников, на специальных станках, причем за каждый ход рабочего ииструмента станка производится по одной насечке, т. е. с одной стороны заготовки.
Предлагаемый способ отличается от известных тем, что насечка надфилей производится путем одновременной чеканки иа прессе с обеих сторон заготовки, причем за первый ход пресса производится первичная насечка, за второй .ход-вторичная.
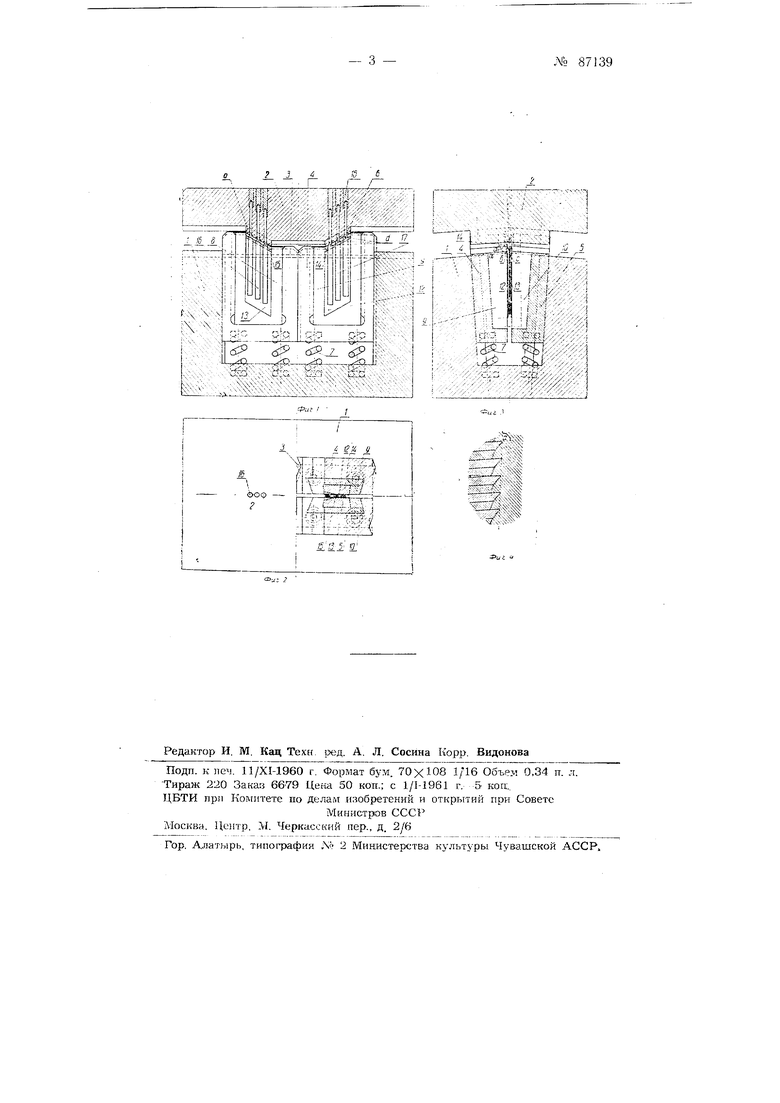
На фиг. 1 изображена конструкция штампа в осевом разрезе; на фиг. 2-штамп в плане с частичным разрезом; на фиг- 3-боковой вид штампа в разрезе; на фиг. 4-разрез обоймы с пластинами-лезвиями.
Конструкция предлагаемого штампа для чеканки насечки состоит из корпуса / и прессующей плиты 2. В корпусе помен1ены четыре вкладыша 3, 4, 5.
Каждый вкладыш имеет слева трехгранный наклонный направляющий паз, а справа такой же направляюпщй выступ.
Соответствующие наклонные выступы и впадины в боковых внутренних стенках корпуса / направляют вкладьпли при работе штампа. Снизу вкладыши имеют выточенные гнезда, куда входят верхние концы иружии 7, сидящих в соответствующих гнездах в основании корпуса. Оси гиезд и пружин параллельны направлениям выступов и пазов вкладышей. Под тем же углом наклонены задняя и передняя внутренние стенки корпуса, по которым скользят вкладыши.
Во вкладыщах помещаются обоймы 8, 9, 10 с пластинами-лезвиями 12 и 13, разрез по которым показан па фиг. 4.
Обоймы 8, 11 с набором лезвий предиазначены для первичной насечки и вторая пара 9 и 10-для вторичной насечки.
Лезвия свободно укладываются в обойме и сверху накрываются планками 14 и 15.
№ 87139- 2 -
Прессующая плита 2 с нижней стороны имеет дна гребня а и в. на каждом из которых 11Л1еется од1Н1 продольный паз с п три )ечных с/. В местах пересечения продо;1ьных назов с понеречными и нлпте просверлены отверстия для свободного прохода ручкн надфи.чя.
В Bepxieii части от 5ерст н 1, с несколько большим диаметром, вставлены резиновые соскн. R j oTopbix зажимаются заготовки надфилей 16 и /7.
При опускании прессующей илиты 5, вместе с закренлёнпымп в ней нлестью заготов1чам 1 надфилей, давление вначале воспринимается при кимны ;п плапками М и /5, которые уплотняют свободно лежаншй в обойме набор лезвия. При дальнейшем движении плиты преодолевается противодействуюнхее усилие нружип 7 и вкладыши 3. 4, 5, вместе с зало/кеиными в них обоймами опускаются, направляемые наклонпым1 пазами и выступами.
Сближающиеся при этом лезвия производят насечку падфплей.
Угол установки леззпй оиреде.чяется углом поднутрения насекаемого зуба надфиля, который обычпо принимается от 7до 13°. На фиг. 4 этот угол обозначен через t .
Угол установки лезвия, необходимый для получения правильной насечкп, онределяется из равенства:
я -f 7 90;) а 90- t .
Этот же угол наклона должен иметь нлоскостн скольження вкладышей в корпусе, а также верхней поверхности вкладышей, скользящих по нижней поверхности формуюп1,ей н.титы при сблпженин лезвгн.
Предмет и з о б ) е т е н и я
1.Способ нанесения насечки надфилей чеканкой. отличаюп1ийся тем, что насечка выполняется на прессе в ujja.Mne одновре.менно по всей поверхности обенх сторон заготовки надфиля.
2.Штамп для осуществления способа по н. 1, от л п ч а ю HI и и с я наличием двух пар вкладышей, сндящ11х на пружинах в бан1маке штампа и скользящих нод давлением верхней нлиты но наклонной нлоскости так, что гфи опускан;ии они сближаются между собой.
3.Штамп по п. 2, отличающийся тем, что рабочим инструментом является укладываемый в каждый вкладыш набор лезвий, чеканящих при сближении вкладышей насечку на каждой стороне надфилей, закрепленных в верхней плите ш.тампа.
4.Штамп по пп. 2 н 3, отличающийся тем, что в первой паре вкладыщей чеканится первичная насечка, а во второй наре-вторичная.
ur-i. Иу;: И
N -i--/- ч
Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для изготовления изделий конической формы | 1983 |
|
SU1109221A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1972 |
|
SU347132A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНО-МОДЕЛЬНЫХ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРУДИЙ, СТОЕЧНОКОРПУСНЫХ МИКРОВИБРАЦИОННЫХ ПРИВОДОВ С ПРУЖИННОЙ ЗАЩИТОЙ И РАБОЧИХ ЧАСТЕЙ "ВИКОСТ" | 2012 |
|
RU2513714C2 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Автомат для насекания круглых надфилей | 1991 |
|
SU1816573A1 |
| Матричный узел к штампу для объемной штамповки | 1978 |
|
SU749528A1 |