(54) УСТРОЙСТВО К ПРЕССУ ДЕТАЛЕЙ ИЗ КРУГЛОГО ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ И ПРОФИЛЬНОГО ПРОКАТА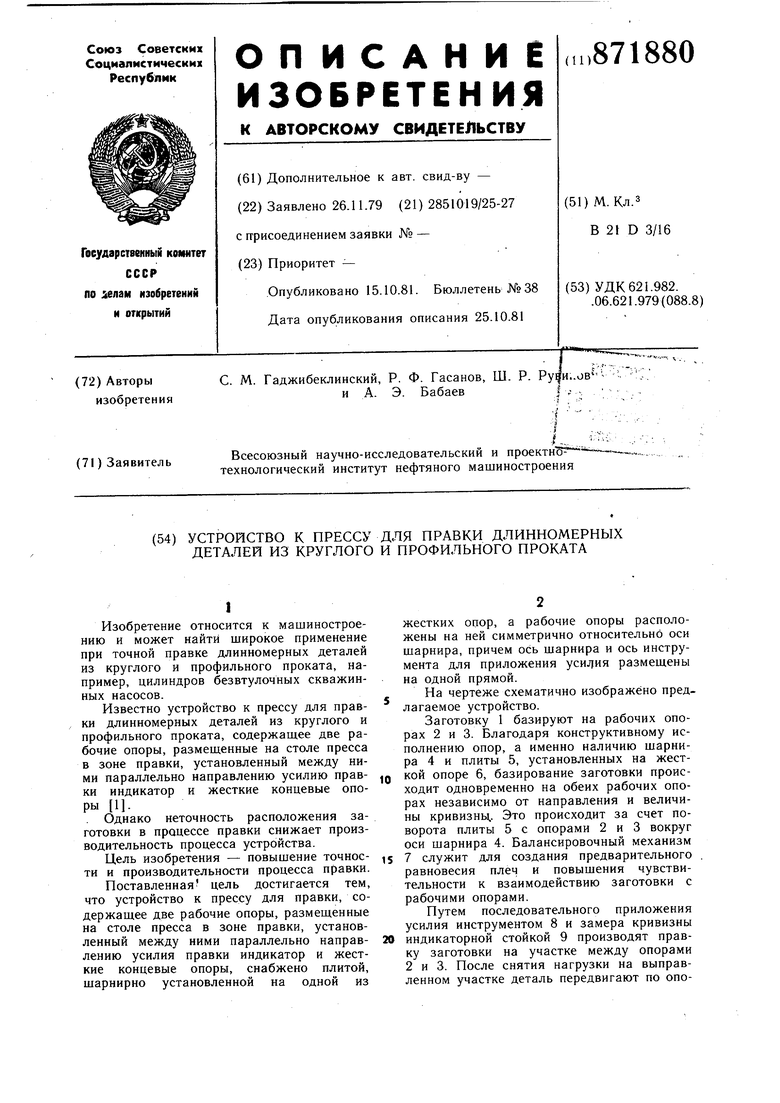
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки длинномарных изделий | 1981 |
|
SU975141A1 |
| Устройство для правки длинномерных изделий | 1983 |
|
SU1127662A1 |
| Способ холодной правки длинномерных заготовок из профильного проката | 1984 |
|
SU1304957A1 |
| Способ правки длинномерного проката прямоугольного сечения | 1976 |
|
SU733772A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ И КОНТРОЛЯ КРИВИЗНЫ ШТАНГ | 2015 |
|
RU2581701C1 |
| Способ правки длинномерных изделий | 1990 |
|
SU1761335A1 |
| Упор для остановки длинномерного твердого тела | 1990 |
|
SU1761326A1 |
| Устройство для правки и контроля кривизны штанг | 2019 |
|
RU2703667C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
I
Изобретение относится к машиностроению и может найти широкое применение при точной правке длинномерных деталей из круглого и профильного проката, например, цилиндров безвтулочных скважинных насосов.
Известно устройство к прессу для правки длинномерных деталей из круглого и профильного проката, содержашее две рабочие опоры, размешенные на столе пресса в зоне правки, установленный между ними параллельно направлению усилию правки индикатор и жесткие концевые опоры 1.
Однако неточность расположения заготовки в процессе правки снижает производительность процесса устройства.
Цель изобретения - повышение точности и производительности процесса правки.
Поставленная цель достигается тем, что устройство к прессу для правки, содержащее две рабочие опоры, размещенные на столе пресса в зоне правки, установленный между ними параллельно направлению усилия правки индикатор и жесткие концевые опоры, снабжено плитой, шарнирно установленной на одной из
жестких опор, а рабочие опоры расположены на ней симметрично относительно оси шарнира, причем ось шарнира и ось инструмента для приложения уси7|ия размещены на одной прямой.
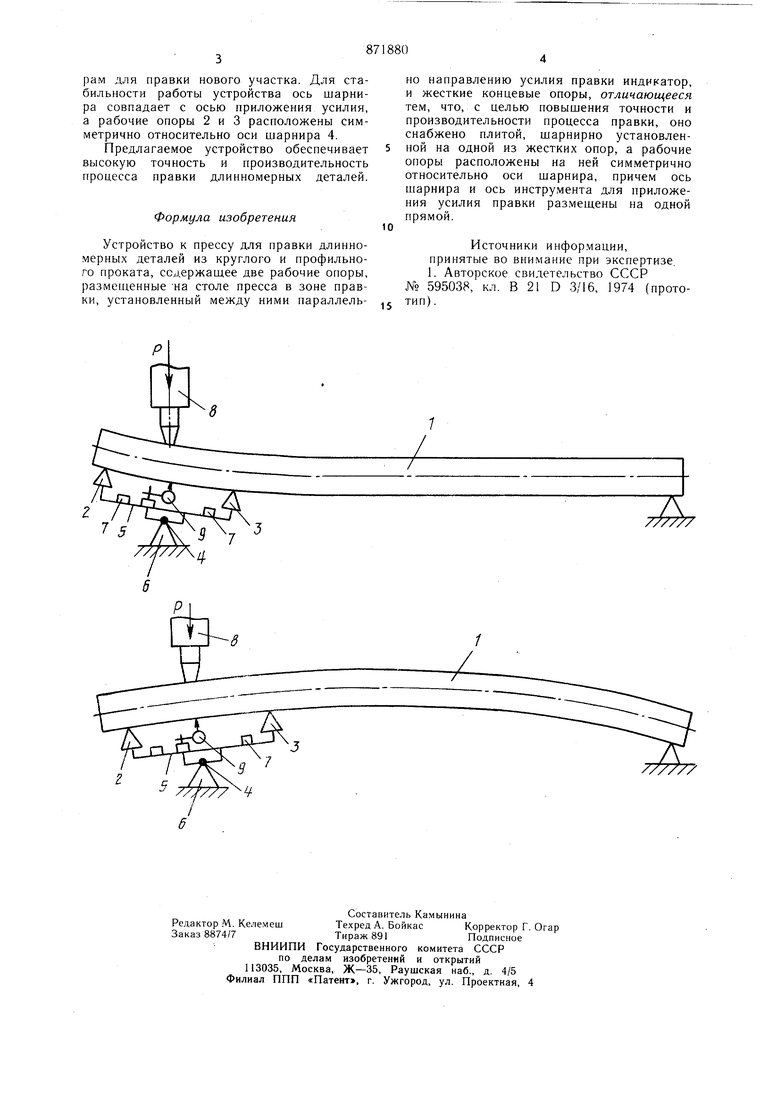
На чертеже схематично изображено предлагаемое устройство.
Заготовку 1 базируют на рабочих опорах 2 и 3. Благодаря конструктивному исполнению опор, а именно наличию шарнира 4 и плиты 5, установленных на жестfQ кой опоре 6, базирование заготовки происходит одновременно на обеих рабочих опорах независимо от направления и величины кривизны.. Это происходит за счет поворота плиты 5 с опорами 2 и 3 вокруг оси шарнира 4. Балансировочный механизм
15 7 служит для создания предварительного равновесия плеч и повышения чувствительности к взаимодействию заготовки с рабочими опорами.
Путем последовательного приложения усилия инструментом 8 и замера кривизны
20 индикаторной стойкой 9 производят правку заготовки на участке между опорами 2 и 3. После снятия нагрузки на выправленном участке деталь передвигают по опорам для правки нового участка. Для стабильности работы устройства ось шарнира совпадает с осью приложения усилия, а рабочие опоры 2 и 3 расположены симметрично относительно оси шарнира 4.
Предлагаемое устройство обеспечивает высокую точность и производительность процесса правки длинномерных деталей.
Формула изобретения
Устройство к прессу для правки длинномерных деталей из круглого и профильного проката, ссдержаш,ее две рабочие опоры, размещенные на столе пресса в зоне правки, установленный между ними параллельР
но направлению усилия правки индикатор, и жесткие концевые опоры, отличающееся тем, что, с целью повышения точности и производительности процесса правки, оно снабжено плитой, шарнирно установленной на одной из жестких опор, а рабочие опоры расположены на ней симметрично относительно оси шарнира, причем ось шарнира и ось инструмента для приложения усилия правки размещены на одной прямой.
Источники информации, принятые во внимание при экспертизе. 1. Авторское свидетельство СССР № 595038, кл. В 21 D 3/16, 1974 (прототип).
77////
