(54) ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЕЦ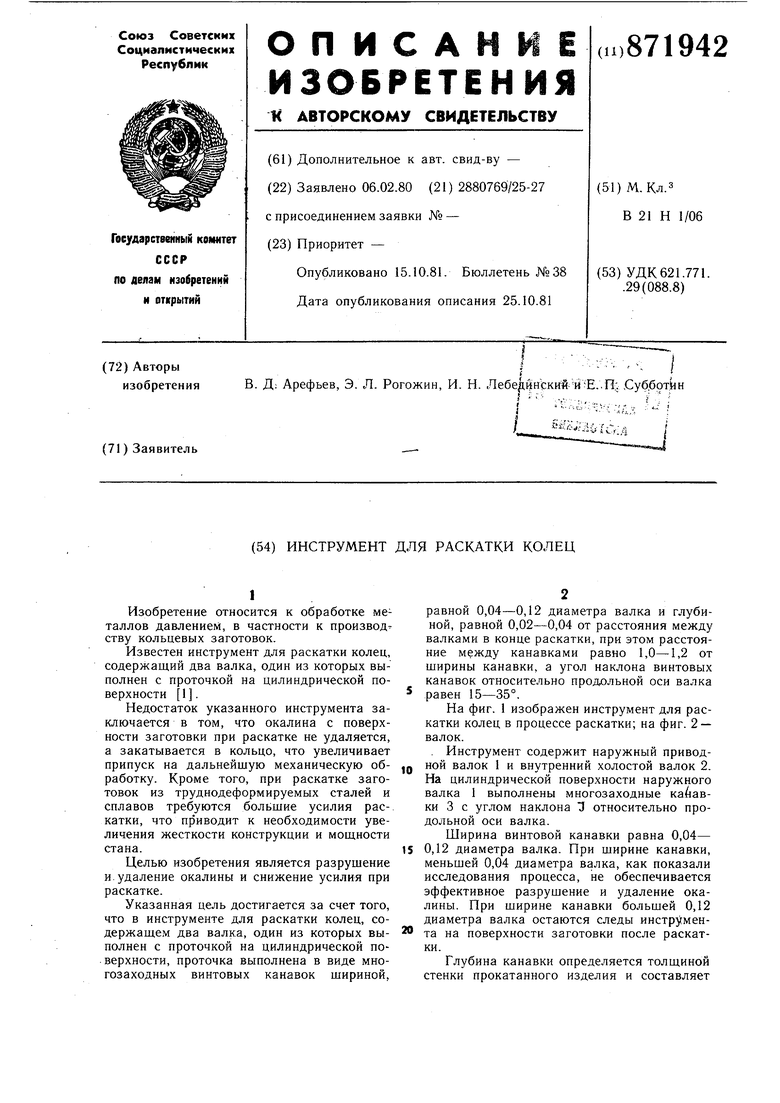
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для раскатки кольцевых поковок | 1981 |
|
SU979001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ изготовления полых поковок | 1979 |
|
SU863135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1996 |
|
RU2106817C1 |
| Инструмент для раскатки кольцевых заготовок | 1976 |
|
SU623618A1 |
| Устройство для раскатки кольцевых поковок | 1982 |
|
SU1021507A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
1
Изобретение относится к обработке металлов давлением, в частности к производ ству кольцевых заготовок.
Известен инструмент для раскатки колец, содержащий два валка, один из которых выполнен с проточкой на цилиндрической поверхности 1.
Недостаток указанного инструмента заключается в том, что окалина с поверхности заготовки при раскатке не удаляется, а закатывается в кольцо, что увеличивает припуск на дальнейшую механическую обработку. Кроме того, при раскатке заготовок из труднодеформируемых сталей и сплавов требуются большие усилия раскатки, что приводит к необходимости увеличения жесткости конструкции и мощности стана.
Целью изобретения является разрушение и. удаление окалины и снижение усилия при раскатке.
Указанная цель достигается за счет того, что в инструменте для раскатки колец, содержащем два валка, один из которых выполнен с проточкой на цилиндрической поверхности, проточка выполнена в виде многозаходных винтовых канавок шириной.
равной 0,04-0,12 диаметра валка и глубиной, равной 0,02-0,04 от расстояния между валками в конце раскатки, при этом расстояние между канавками равно 1,0-1,2 от ширины канавки, а угол наклона винтовых канавок относительно продольной оси валка равен 15-35°.
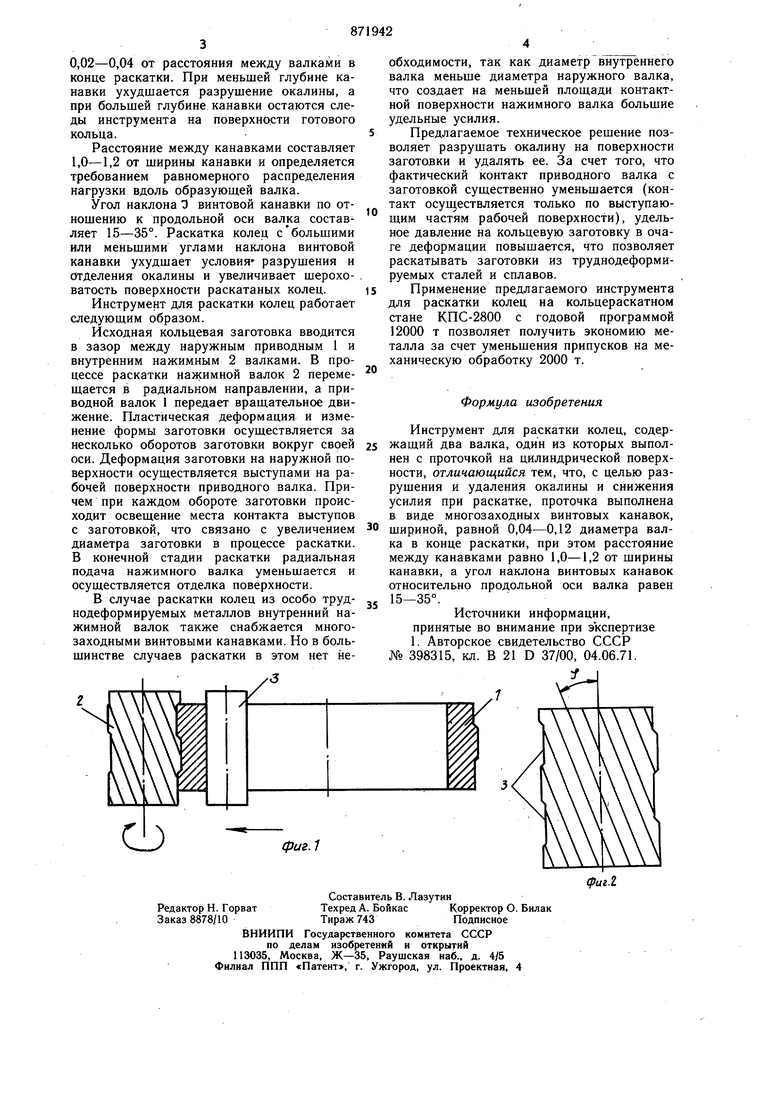
На фиг. 1 изображен инструмент для раскатки колец в процессе раскатки; на фиг. 2 - валок.
. Инструмент содержит наружный приводной валок 1 и внутренний холостой валок 2.
10 На цилиндрической поверхности наружного валка 1 выполнены многозаходные ка4авки 3 с углом наклона З относительно продольной оси валка.
Ширина винтовой канавки равна 0,04- 0,12 диаметра валка. При ширине канавки,
15 меньшей 0,04 диаметра валка, как показали исследования процесса, не обеспечивается эффективное разрушение и удаление окалины. При ширине канавки большей 0,12 диаметра валка остаются следы инструмен20та на поверхности заготовки после раскатки.
Глубина канавки определяется толщиной стенки прокатанного изделия и составляет
