1
Изобретение относится к порошковой металлургии, в частности к способам прессования металлических по- . рошков.
Известен способ прессования металлических порошков, включающий формование заготовки при двустороннем положении давления
К недостаткам данного способа относится отсутствие возможности получения заготовок высокой и однородной плотности.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ прессования металлических порошков, включа ощий формование заготовки при двустороннем положении давления. При этом предварительно сформованную заготовку подвергают радиальному уплотнению 2.
К недостаткам данного способа относится низкая плотность спрессованных заготовок, обусловленная схватыванием частиц в процессе прессования порошка.
Цель изобретения - увеличение плотности спрессованных заготовок. .
.Указанная иель достигается тем, что согласно способу прессования металлических порошков, включающего формование раготовки .при двустороннем наложении давления, сформованную заготовку подвергают послойной раздаче до диаметра, на 5-15% превышающего диаметр исходной заготовки, причем раздачу заготовки осуществляют при сохранении двустороннего давления.
10
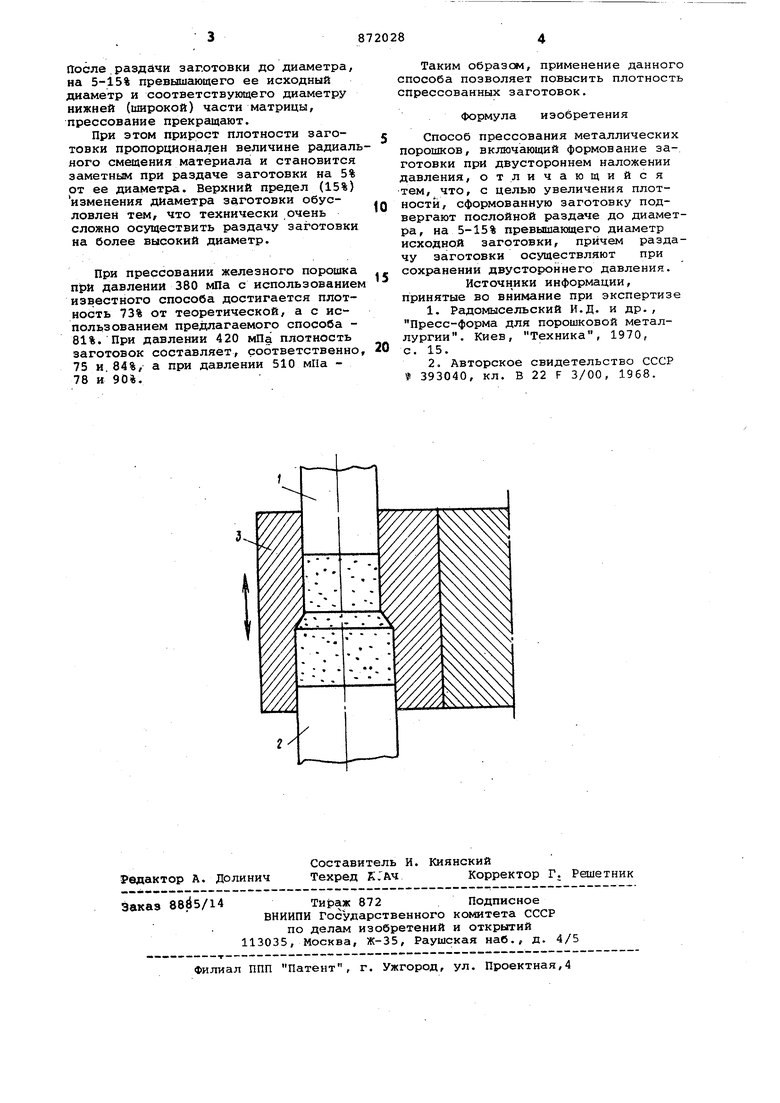
На чертеже изображена пресс-форма, реализующая предлагаемый способ.
Пресс-форма включает верхний 1 и нижний 2 пуансоны и матрицу 3, выполненную с перепадом сечения в ра15бочей части (на чертеже не обозначен) .
Способ прессования осуществляют следующим образом. . .
Пуансон 2 поднимают до упорав
20 перепад сечения, а затем производят загрузку поршня и его прессование в верхней (узкой) части матрицы при двустороннем наложении давления. Сформованную заготовку подвергают
25 послойной раздаче путем перемещения заготовки в нижнюю (широкую) jiacxb матрицы. Перемещение заготовки осуществляют , например, при помощи подъема матрицы. При этом величину 30 двустороннего давления сохраняют. После раздачи заг.отовки до диаметра, на 5-15% превышающего ее исходный диаметр и соответствующего диаметру нижней (широкой) части матрицы, прессование прекращают. При этом прирост плотности заготовки пропорционален величине радиаль ного смещения материала и становится заметным при раздаче заготовки на 5% от ее диаметра. Верхний предел (15%) изменения диаметра заготовки обусловлен тем, что технически очень сложно осуществить раздачу заготовки на более высокий диаметр. При прессовании железного порошка при давлении 380 мПа с использованием известного способа достигается плотность 73% от теоретической, а с использованием предлагаемого способа 81%. При давлении 420 мПа плотность заготовок составляет, соответственно 75 и 84%, а при давлении 510 мПа 78 и 901. Таким образе, применение данного способа позволяет повысить плотность спрессованных заготовок. Формула изобретения Способ прессования металлических порошков, включающий формование заготовки при двустороннем наложении давления, отличающийся тем, что, с целью увеличения плотности, сформованную заготовку подвергают послойной раздсгче до диаметра, на 5-15% превышающего диаметр исходной заготовки, причем раздачу заготовки осуществляют при сохранении двустороннего давления. Источн,ики информации, принятые во внимание при экспертизе 1.Радомысельский И.Д. и др., Пресс-форма для порошковой металлургии. Киев, Техника, 1970, с. 15. 2.Авторское свидетельство СССР 393040, кл. В 22 F 3/00, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2341371C2 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Способ прессования металлического порошка | 1986 |
|
SU1340902A1 |
| Способ формования длинномерных заготовок из порошка и устройство для его осуществления | 1990 |
|
SU1713740A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Устройство для прессования металлических порошков | 1981 |
|
SU1006059A2 |
