Изобретение относится к порошковой металлургии, в частности к прессованию заготовок и изделий из металлического порошка.
Цель изобретения - упрощение технологического процесса и повышение плотности спрессованных заготовок.
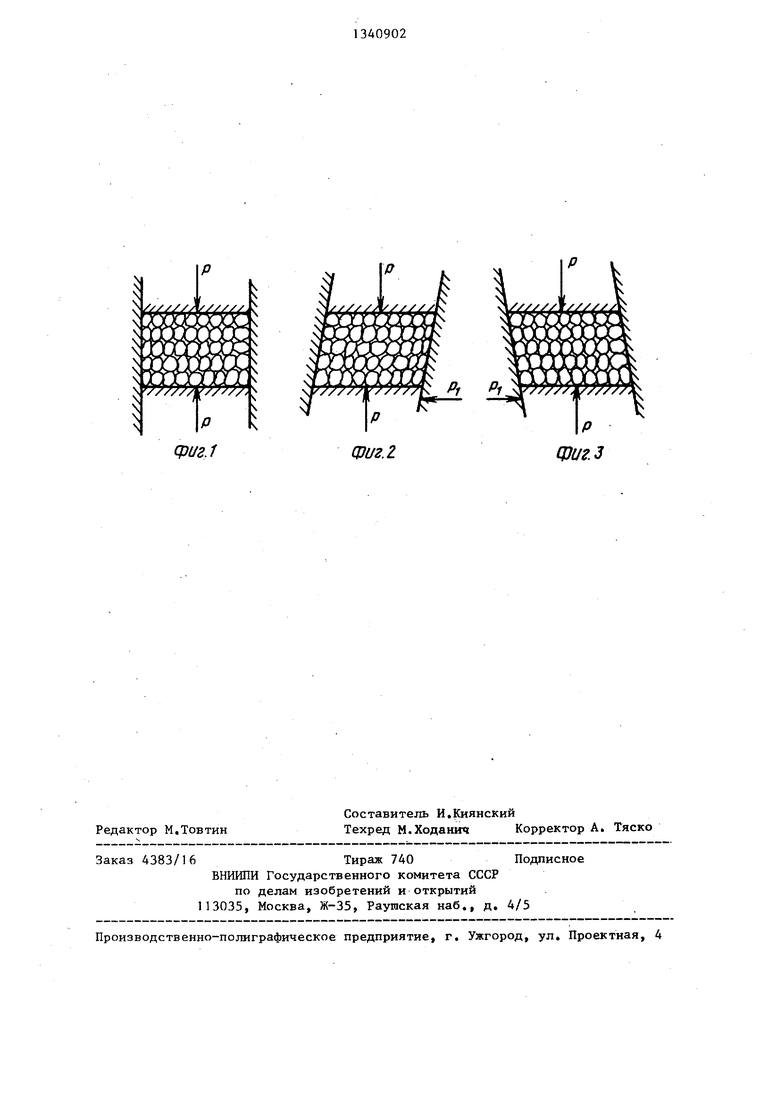
На фиг,1 показано положение заготовки после стадии формования порошка; на фиг.2 - стадия сдвига заготовки в одном направлении (влево по чертежу); на фиг,3 - стадия сдвиг в противоположном направлении(вправо по чертежу),
Предлагаемый способ реализуется следующим образом.
Исходный порошок формуют до относительной плотности, равной 80-85%. Сформованную заготовку подвергают сдвигу в направлении, перпендикулярном направлению прессования, причем сдвиг осуществляют во всем объеме заготовки одновременно. При сохранении давления прессования направление сдвига изменяют на противоположное. Циклы противоположно направленных сдвигов могут быть повторены многократно. После окончания обработки заготовки путем сдвига ее возвращают в исходное положение и вьтрессовьша- ют из пресс-формы.
Вариант выполнения. Порошок железа марки ПЖ-4 в пресс-форме специальной конструкции (в пресс-форме с качающимися стенками матрицы) предварительно формовали до плотности 80% от теоретической и, не снимая давления прессования, осуществляли одновременный сдвиг всех слоев заготовки путем качания стенок матрицы в направлении, перпендикулярном направлению прессования. При этом происходило разрушение контактов между частицами порошка и последующее доуплотнение заготовки до плотности, близкой к теоретической. Результаты измерения плотности заготовок, полученных при использовании описанного и известного способов, приведены в таблице.
5
0
5
0
5
Из приведенных результатов следует, что Применение предложенного способа позволяет повысить плотность спрессованных заготовок до 97,4% (по сравнению с плотностью 91,5% достигаемой известным способом). При этом число сдвигов сокращается с 4 (известный способ) до 2 (предлагаемый), в результате чего упрощается технологический процесс.
Формула изобретения
Способ прессования металлического порошка, включающий предварительное формование и окончательное прессование заготовки, совмещенное с деформацией сдвигом в направлении, перпендикулярном направлению прессования, отличающийся тем, что, с целью упрощения технологического процесса и повышения плотности спрессо- ванных заготовок, деформации подвергают весь объем заготовки одновременно ,, а направление деформации в процессе прессования изменяют на противоположное.
./
PI PI
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2341371C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2243853C1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863180A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2533578C1 |
| Способ получения плотного материала из порошка титана | 2023 |
|
RU2822495C1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863179A1 |
| Пресс-форма для гидростатического прессования полых заготовок | 1979 |
|
SU865529A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЖЖЕННЫХ И ГРАФИТИРОВАННЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2344992C1 |
Изобретение отноеитея к прессованию заготовок из металлических порошков. Цель изобретения - упрощение технологического процесса и повышение плотности спрессованных заготовок. Исходный порошок формуют до относительной плотности, равной- 80-85%. Сформованную заготовку подвергают сдвигу в направлении, перпендикулярном направлению прессования, причем сдвиг осуществляют во всем объеме заготовки одновременно. При сохранении неизменным давления прессования направление сдвига изменяют на противоположное. Циклы противоположно направленных сдвигов могут быть повторены многократно. После окончания сдвиговой обработки заготовки ее возвращают в исходное положение и выпрес- совывают из пресс-формы. Применение данного способа к получению заготовок из порошка железа марки ПЖ-4 позволило получить заготовки плотностью 97,4% от теоретической с использованием двух циклов сдвига, в то время как при известном способе плотность выше 91,5% не достигается даже при четырех циклах сдвига. Таким образом, применение данного способа позволяет повысить плотность спрессованных заготовок и упростить технологический процесс их изготовления, 3 ил., I табл. i (Л со 4 О СО о ю
Редактор М.Товтин
Составитель И.Киянский
Техред М.Ходанич Корректор А. Тяско
Заказ 4383/16Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Кипарисов С.С | |||
| и Либансон Г.А | |||
| Порошковая металлургия | |||
| - М.: Металлургия, 1980, ее | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU865527A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
