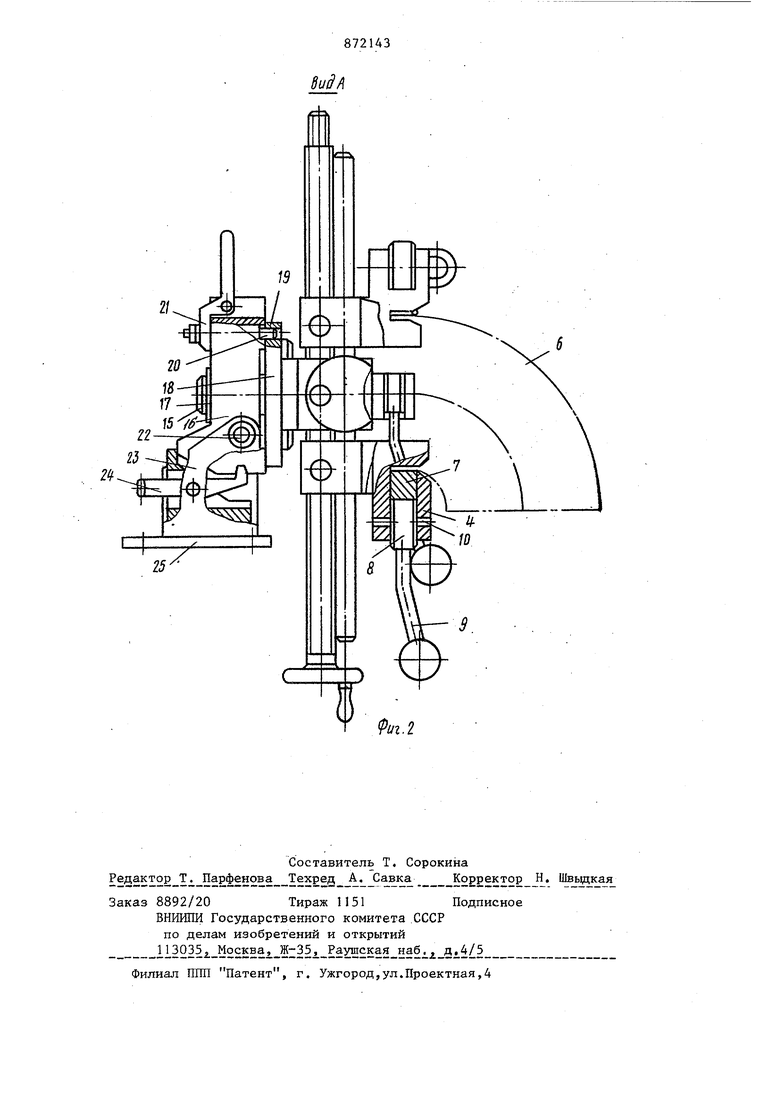
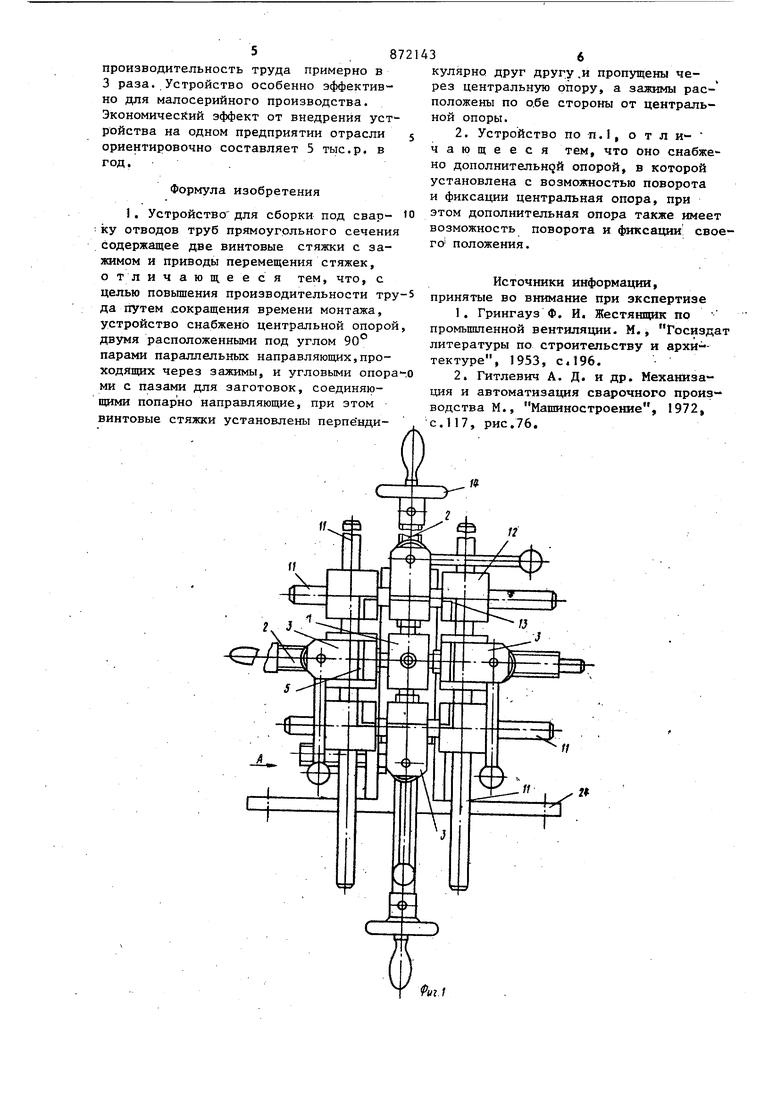
(54)УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ОТВОДОВ ТРУБ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ Изобретение относится к. вспомога тельному оборудованию для сварки, а именно к устройствам для сборки под сварку отводов труб, преимущественно вентиляционных отводов, прямоугольного сечения и может быть использовано в судостроении и других отраслях народного хозяйства. Известны ручные приспособления для изготовления сварных фасонных воздухо водов, содержащие тиски и специальные хомуты и струбцины П. Однако эти приспособления малопроизводительны, а процесс изготовления фасонных частей воздуховодов трудоемо Известно также устройство для сбор ки под сварку отводов труб прямоуголь ного сечения, содержащее две винтовые стяжки с зажимами и приводы перемещения стяжек 2 Недостатком известного устройства является то, что оно малопроизводительно, так как требует больших затрат времени на установку и выверку заготовок отводов при их сборке с последуюц ей сваркой. Цель изобретения - повьшение производительности труда путем сокращения времени монтажа. Указанная цель достигается тем, что известное устройство для сборки отводов труб снабжено центральной onopoii, двумя расположенными под углом 90° парами параллельных направляющих, проходящих через зажимы, и угловыми опорами с пазами для заготовок, соединяющими попарно направляю-, щие, при этом винтовые стяжки установлены перпендикулярно друг другу и пропущены через центральную опору, а зажимы расположены по обе стороны от центральной опоры. Устройство снабжено дополнительной опорой, в которой установлена с возможностью поворота и фиксации центральная опора, при этом .дополнительная опора также имеет возможность поворота и фиксации своего положения. 3 Такая конструкция позволяет быстро формировать прямоугольный торец отвод для последующей прихватки свободных кромок заготовок, причем наличие дополнительной опоры, в которой централ ная опора установлена с возможностью поворота и фиксации в различных положениях, и возможность поворота самой дополнительной опоры позволяют манипулировать собранным отводом для выбора более удобной позиции для прихватки или сварки, что также ведет к повышению производительности изготовления отводов.Две перпендикулярно установленнь1е винтовые стяжки обеспечивают раздвигание зажимов за счет направляющих и угловых опор и установ ку их на нужный размер сечения собира мого отвода, что позволяет сократить время на переналадку устройства на , требуемый типоразмер собираемого отво да, На фиг, 1 изображено устройство для сборки под сварку отводов труб прямоугольного сечения, общий вид спереди; на фиг. 2 - вид А на фиг.1. Устройство для сборки под сварку отводов труб прямоугольного сечения содержит центральную опору 1, через которую проходят две винтовые стяжки 2, установленные перпендикулярно друг другу. Каждая из стяжек 2 имеет левую и правую резьбу. На каждой винтовой стяжке 2 по обе стороны от центральной опоры 1 установлены два Зажима 3. Зажим 3 представляет собой корпус 4 с пазом для установки заготовки 6. В корпусе 4 установлена губка 7, имеющая возможность перемещения эксцентриком 8 от рукоятки 9. Эксцентрик 8 установлен с возможностью свободного поворота относительно штифта 10, закрепленного на корпусе 4. Через корпусы 4 зажимов 3 проходя две расположенные под углом 90°пары параллельных направляющих 11, на которых установленыугловые опоры 12, соединяющие каждые две пересекающие направляющие 11. В угловых опорах 12 вьтолнены Г-образные пазы 14 для установки стыкуемых заготовок 6. Для вращения винтовых стяжек 2 служат ма ховички 14. Центральная опора 1 имеет ось 15, установленнуто шарнирно в дополнитель ной опоре 16., и зафиксирована от про дольного перемещения стопорным кольц 17. На оси 15 центральной опоры 1 34 установлен диск 18, по окружности ко торого выполнены отверстия 19, взаимодействующие с упором 20, который установлен в дополнительной опоре 16. Упор 20 соединен с рычагом 21, который служит для его осевого перемещения. Дополнительная опора 16 установлена шарнирно на оси 22 стойки 23. Стойка 23 снабжена рычагом 24 для фиксации дополнительной оЙоры 16, Стойка 23 установлена на основании 25. Устройство работает следующим образом. Устройство основанием 25 монтируется на горизонтальной плоскости. Вращением маховичков 14 с помощью винтовых стяже-к 2 и проходящих через них направляющих 11 перемещают угловые опоры 12 и устанавливают на нужный размер сечения собираемого (угвола 6. Заготовки отвода 6 устанавливают в Г-образные пазы 13 угловых опор 12 и пазы 5 зажимов 3, формируя торец отвода. Каждую заготовку 6 зажимают подвижной губкой 7, передавая на нее от эксцентрика 8 при повороте рукоятки 9 относительно штифта 10. После этого производят прихватку или сварку заготовок. Для удобства прихватки или сварки кромок заготовок 6 отвода возможно манипулирование им за счет поворота от руки устройства вокруг оси 15 и фиксирования в удобном для сварки положении. Фиксирование производят упором 20, на который воздействуют рычагом 21, при этом упор 20 взаимодействует с одним из отверстий 19 на диске 18. Для прихватки или сварки нижних кромок заготовок 6 отвода устройство откидьшают на 90 , подняв рычаг 24, при этом опора 16 выходит из зацепления с рычагом 24 и может свободно поворачиваться вокруг оси 22. Собранный отвод снимают с устройства, отжав подвижную губку 7 эксцентриком 8, и передают на окончательную сварку. При необходимости окончательную сварку можно производить на устройстве . Такое вьшолнение устройства длясборки под сварку отводов труб прямоугольного сечения позволяет механизировать процесс изготовления, сократить время на установку и выверку заготовок отводов, а следовательно, повысить 58 производительность труда примерно в 3 раза. Устройство особенно эффективно для малосерийного производства. Экономический эффект от внедрения уст ройства на одном предприятии отрасли ориентировочно составляет 5 тыс.р. в год.. Формула изобретения 1. Устройство для сборки под свар;ку отводов труб прямоугольного сечени содержащее две винтовые стяжки с зажимом и приводы перемещения стяжек, отличающ ееся тем, что, с целью повьшения производительности тр да путем .сокращения времени монтажа, устройство снабжено центральной опоро двумя расположенными под углом 90° парами параллельных направляющих,проходящих через зажимы, и угловыми опор ми с пазами для заготовок, соединяющими попарно направляющие, при этом винтовые стяжки установлены перпенди36кулярно друг другу .и пропущены через центральную опору, а зажимы расположены по о.бе стороны от центральной опоры. 2. Устройство по п.1, о т л ичающееся тем, что оно снабжено дополнительней опорой, в которой установлена с возможностью поворота и фиксации центральная опора, при этом дополнительная опора также имеет возможность поворота и фиксации своего положения. Источники информации, принятые во внимание при экспертизе 1.Грингауз Ф. И. Жестянщик по промышленной вентиляции. М., Госиздат литературы по строительству и архи-тектуре, 1953, с.196. 2.Гитлевич А. Д. и др. Механизация и автоматизация сварочного производства М., Машиностроение, 1972, с. 117, рис.76.
Риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыкования набора | 1985 |
|
SU1248887A1 |
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Устройство для изготовления сварных многогранных свай и способ их изготовления | 2023 |
|
RU2813727C1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| Установка для сборки под сварку полусфер из лепестков | 1979 |
|
SU893487A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |