1
изобретение относится к механосборочному производству, в частности к роторно-конверторным установкам для сборки деталей, входящих одна в другую, и может быть применено, например, для вкладывания салфеток в крышки.
Известна установка для сборки крышек и банок, содержащая рабочий ротор с копирами и взаимодействующими с ними толкателями,i устройства для подачи собираемых деталей, подающий транспортный ротор с опорными полками, механизм контроля наличия охватывающей детали, снабженный подпружиненным щупом, связанным рычажной системой с муфтой привода устройства для подачи, а также механизм контроля наличия охватываемой детали, выполненный в виде подпружиненного рычага, электрически связанного с электроприводом устройства для подачи 11.
Однако наличие в механизмах контроля собираемых деталей рычажной системы, муфты и электрически связанного с приводом щупа снижают надёжность работы установки в целом.
Цель изобретения - повышение надежности работы установки.
Эта цель достигается тем, что в установке для сборки деталей, содержащей рабочий ротор с копирами и взаимодействующими с ними толкателями , устройства для поштучной выдачи собираемых деталей, подающий транспортер с расположенными одна над другой опорными полке1ми и механизмы контроля наличия собираемых деталей,
10 имеющие подпружиненные щупы, механизм контроля наличия охватывающей детали выполнен в виде закрепленного на верхней опорной полке транспортера и установленного в предус15мотренном в ней окне направляющего ребра с наклонным желобом и контактирующей с ребром по боковой поверхности отводной ОПОЕМ,, жестко связанной с щупом этого механизма, выпол20ненным в виде рычага, шарнирно закрепленного на нижней опорной полке, а механизм контроля наличия охватываемой детали снабжен регулируемым упором, смонтированным на копире ро25 ,тора, и подпружиненным сбрасывателем, закрепленным под упором на нижней полке транспортера, при этом щупы этого механизма выполнены кажцый в виде пяты, установленной те30лескопически в толкателе.
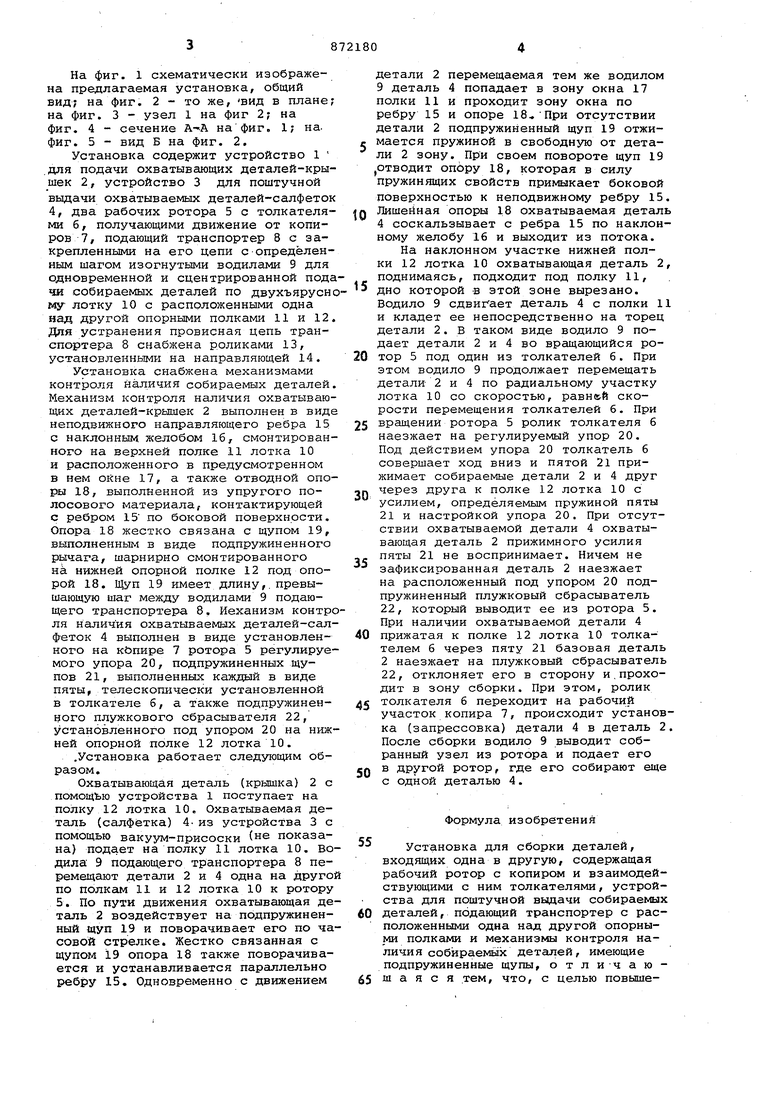
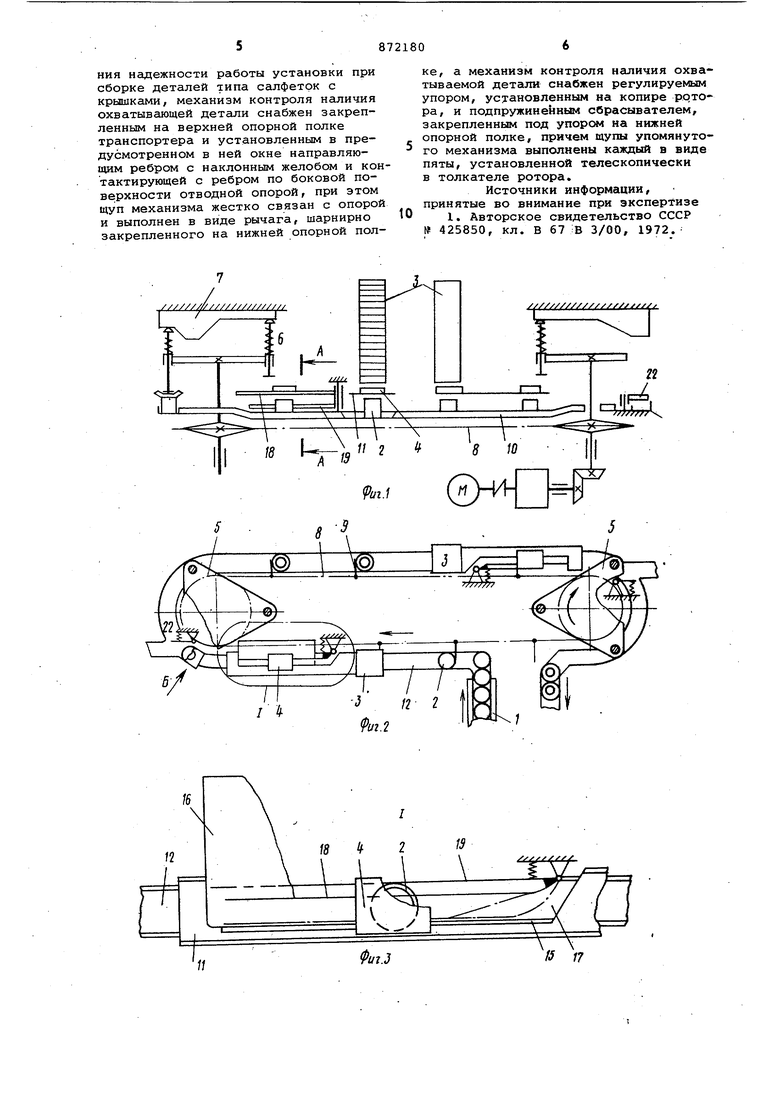
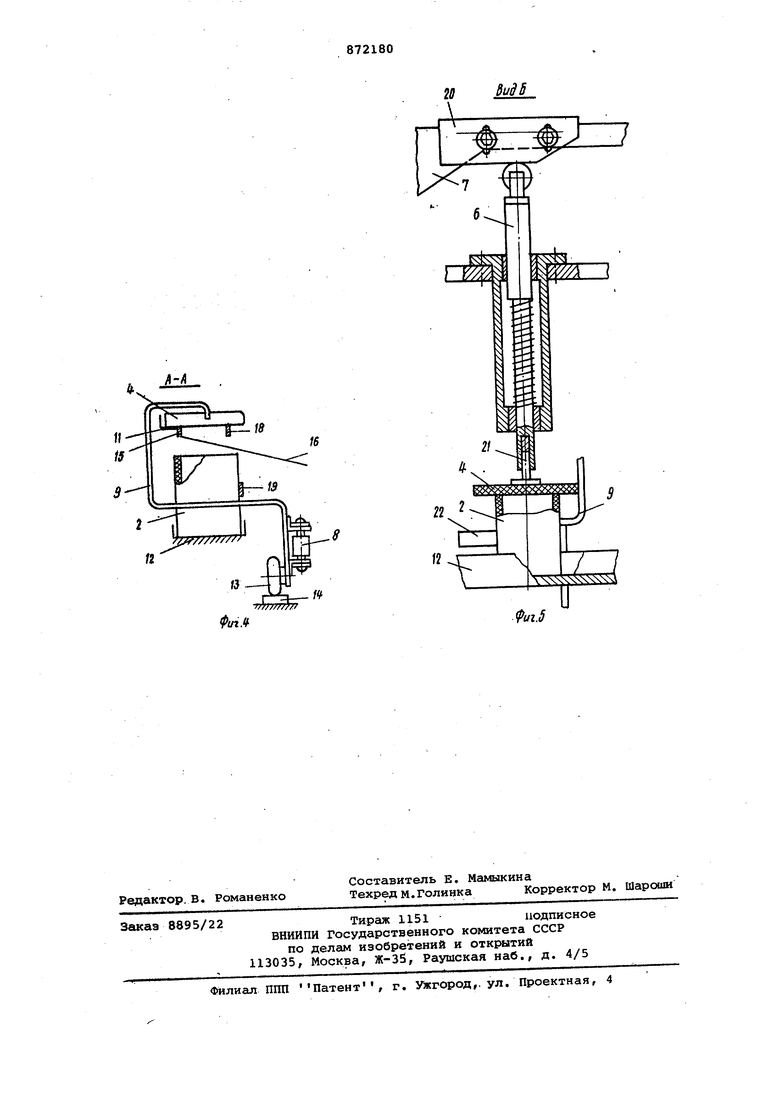
На фиг. 1 схематически изображена предлагаемая установка, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - узел 1 на фиг 2; на фиг. 4 - сечение А-А на фиг, 1; на. фиг. 5 - вид Б на фиг. 2.
Установка содержит устройство 1 .для подачи охватывающих деталей-крышек 2, устройство 3 для поштучной выдачи охватываемых деталей-салфеток 4, два рабочих ротора 5 с толкателями 6, получающими движение от копиров 7, подающий транспортер 8 с закрепленными на его цепи с определенным шагом изогнутыми водилами 9 для одновременной и сцентрированной подачи собираемых деталей по двухъярусному лотку 10 с расположенными одна над другой опорными полками 11 и 12. Для устранения провисная цепь транспортера 8 снабжена роликами 13, установленными на направляющей 14.
Установка снабжена механизмами контроля наличия собираемых деталей. Механизм контроля наличия охватывающих деталей-крышек 2 выполнен в виде неподвижного направляющего ребра 15 с наклонным желобози 16, смонтированного на верхней полке 11 лотка 10 и расположенного в предусмотренном в нем окне 17, а также отводной опоры 18, выполненной из упругого полосового материала, контактирующей с ребром 15 по боковой поверхности. Опора 18 жестко связана с щупом 19, выполненным в виде подпружиненного рычага, шарнирно смонтированного на нижней опорной полке 12 под опорой 18. Щуп 19 имеет длину,, превышающую шаг между водилами 9 подающего транспортера 8, Механизм контроля наличия охватываемых деталей-салфеток 4 выполнен в виде установленного на кЬпире 7 ротора 5 регулируемого упора 20, подпружиненных щупов 21, выполненных каждый в виде пяты, телескопически установленной в толкателе б, а также подпружиненного плужкового сбрасывателя 22, установленного под упором 20 на нижней опорной полке 12 лотка 10.
.Установка работает следующим образом.
Охватывающая деталь (крышка) 2 с помощью устройства 1 поступает на полку 12 Лотка 10. Охватываемая деталь (салфетка) 4- из устройства 3 с помощью вакуум-присоски (не показана) подает на полку 11 лотка 10. водила 9 подающего транспортера 8 перемещают детали 2 и 4 одна на другой по полкам 11 и 12 лотка 10 к ротору 5, По пути движения охватывающая деталь 2 воздействует на подпружиненный щуп 19 и поворачивает его по часовой стрелке. Жестко связанная с щупом 19 опора 18 также поворачивается и устанавливается параллельно ребру 15. Одновременно с движением
детали 2 перемещаемая тем же водилом 9 деталь 4 попадает в зону окна 17 полки 11 и проходит зону окна по ребру 15 и опоре отсутствии детали 2 подпружиненный щуп 19 отжис мается пружиной в свободную от детали 2 зону. При своем повороте щуп 19 отводит опору 18, которая в силу пружинящих свойств примыкает боковой поверхностью к неподвижному ребру 15. n Лишейная опоры 18 охватываемая деталь 4 соскальзывает с ребра 15 по наклонному желобу 16 и выходит из потока. На наклонном участке нижней полки 12 лотка 10 охватывающая деталь 2, поднимаясь, подходит под полку 11,
дно которой в этой зоне вырезано.
Водило 9 сдвигает деталь 4 с полки 11 и кладет ее непосредственно на торец детали 2. в таком виде водило 9 подает детали 2 и 4 во вращающийся ротор 5 под один из толкателей 6. При этом водило 9 продолжает перемещать детали 2 и 4 по радиальному участку лотка 10 со скоростью, равньй скорости перемещения толкателей 6. При
вращений ротора 5 ролик толкателя 6 наезжает на регулируемый упор 20. Под действием упора 20 толкатель 6 совершает ход вниз и пятой 21 прижимает собираемые детали 2 и 4 друг
через друга к полке 12 лотка 10 с
усилием, определяемым пружиной пяты 21 и настройкой упора 20. При отсутствии охватываемой детали 4 охватывающая деталь 2 прижимного усилия пяты 21 не воспринимает. Ничем не зафиксированная деталь 2 наезжает на расположенный под упором 20 подпружиненный плужковый сбрасыватель 22, который выводит ее из ротора 5. При наличии охватываемой детали 4
0 прижатая к полке 12 лотка 10 толкателем б через пяту 21 базовая деталь 2 наезжает на плужковый сбрасыватель 22, отклоняет его в сторону и,проходит в зону сборки. При этом, ролик
5 толкателя 6 переходит на рабочий
участок копира 7, происходит установка (запрессовка) детали 4 в деталь 2. После сборки водило 9 выводит собранный узел из ротора и подает его
л в другой ротор, где его собирают еще с одной деталью 4.
Формула изобретения
Установка для сборки деталей, входящих одна в другую, содержащая рабочий ротор с копиром и взаимодействующими с ним толкателями, устройства для поштучной выдачи собираемых
деталей, подающий транспортер с расположенными одна Нсщ другой опорными полками и механизмы контроля наличия собираемых деталей, имеющие подпружиненные щупы, отли-чающ а я с я .тем, что, с целью повышения надежности работы установки при сборке деталей типа салфеток с крышками, механизм контроля наличия охватывающей детали снабжен закрепленным на верхней опорной полке транспортера и установленным в предусмотренном в ней окне направляющим ребром с наклонным желобом и контактирующей с ребром по боковой поверхности отводной опорой, при этом щуп механизма жестко связан с опорой и выполнен в виде рычага, шарнирно закрепленного на нижней опорной полке, а механизм контроля наличия охватываемой детали снабжен регулируемым упором, установленным на копире ротора, и подпружиненным сбрасывателем, закрепленным под упором на нижней опорной полке, причем щупы упомянутого механизма выполнены каждый в виде пяты, установленной телескопически в толкателе ротора.
Источники информации, принятые во внимание при экспертизе
0
1. Авторское свидетельство СССР № 425850, кл. В 67 В 3/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Автоматическая роторно-конвейерная линия для сборки цепей | 1989 |
|
SU1708484A1 |
| Устройство для сборки насадной части автоматического медицинского шприца | 1976 |
|
SU613876A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
3-7
iX,
lWL-2
JbL- .
fl
/
Фиг.Ч
