(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОРОИДАЛЬНЫХ РЕЗИСТИВНЫХ ЭЛЕМЕ-НТОВ
I
Изобретение относится к технологическому оборудованию для изготовления электрических сопротивлений и может быть использовано в электротехнической и радиотехнической отраслях промьгашенности.
Наиболее близким техническим решением является устройство для изготовления тороидальных резистивных . элементов, содержащее корпус, на ко-, тором установлены механизм подачи. . проволоки, механизм гибки, выполненный в виде закрепленных на одной оси подвижного рычагов с обжимными роликами, оправка, обжимные пуансоны и от резной нож П. .
Однако известное устройство не обеспечивает качественного изготовления резистивного элементов.
Цель изобретения - повышение качества изготовления резистивных элементов .
Цель достигается тем, что в устройсве для изготовления тороидальных резистивных элементов, содержащем установленные на корпусе механизм подачи проволоки, механизм гибки, выполненный в виде обжимных пуансонов и закрепленных на одной оси подвижных рычагов с обжимньгми роликами размещенными вокруг оправки и отрезной нож, подвижные рьпаги снабжены дополнительными роликами, в корпусе выполнен цилиндрический паз, соосно устаtoновленный на оправке, которая выполнена разъемной с направляющими фасками по линии разъема и буртиком на неподвижной .части, причем подвижные рычаги установлены с возможностью
IS обкатывания дополнительными роликамк по цилиндрическому пазу, а обжимными роликами - по буртику на ие- подвижной части оправки.
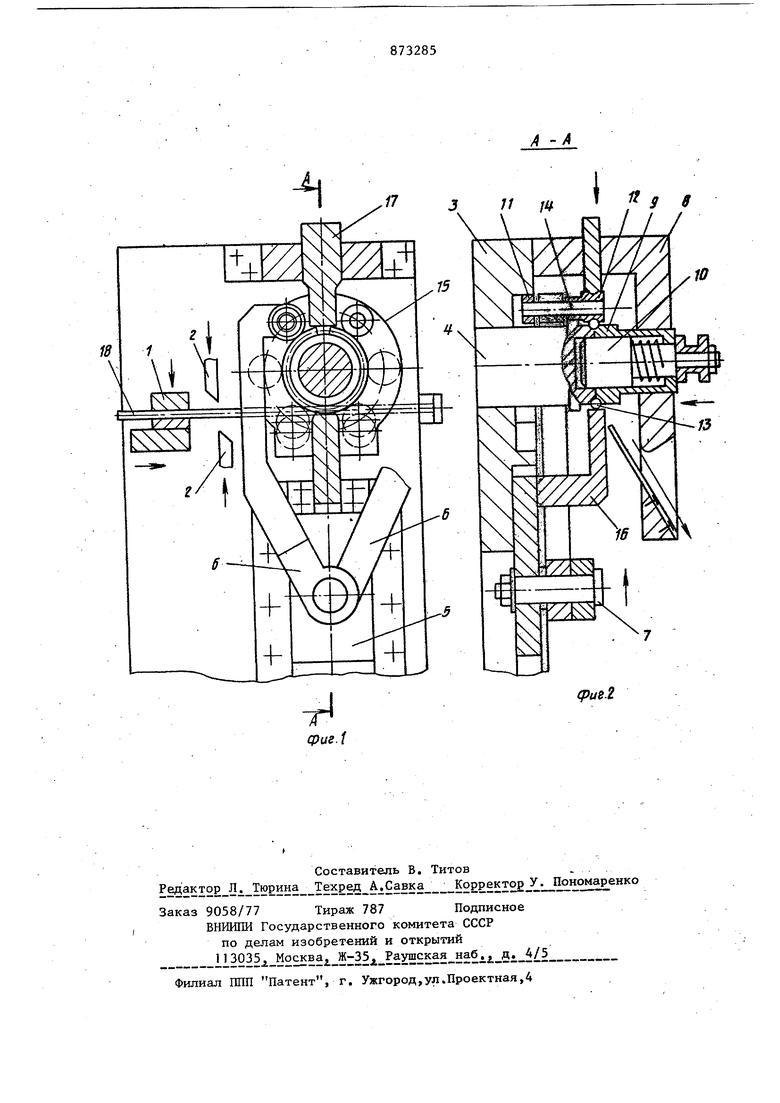
На 4мг. 1 изображено устройство,
30 общий вид; иа фиг. 2 - разрезА-А на фиг. 1.
Устройство содержит механизм 1 подачи проволоки, отрезной нож 2 и
механизм гибки. Механизм гибки состоит из корпуса 3, на котором закреплена неподвижная часть оправки 4, симметрично оправке 4 на корпусе 3 в направляющих расположена каретка 5с подвижными рычагами 6, закрепленными ни одной оси 7 ,В кронштейне 8 корпуса 3 соосно неподвижной части оправки А установлена подвижная часть оправки 9. В рас.точке подвижной части оправки 9 расположен подпрзжиненный направляющий палец , сидящий во время гибки в гнезд неподвижной оправки 4, На концах подвижных рычагов 6 установлены на осях дополнительные П и обжимные 12 ролики. На торцах обеих частей оправки и на неподвижном буртике 14 выполнены направляющие фаски 13. В корпусе 3 выбран цилиндрический паз 15. На каретке 3 закреплен нижний пуансон 16, а в кронштейне 8 установлен подвижный пуансон 17. Всё движения исполнительным механизмом передаются через систему рычагов от кулачкового вала не показано. . Устройство для изготовления тороидальных резистивных элементов работает следующим образом. Резистивная проволока 18 подается механизмом 1 подачи в механизм гиб- ки до упора между оправкой 4 и 9 и обжимными роликами 12, нож 2 отрезает часть проволоки. При перемещении вверх каретки 5 происходит свертывание резистивного отрезка в тороид. При этом обжимные ролики 12, поджимаемые дополнительными роликами, контактирующими с цилиндрическим пазом 15, обкатьшаются вокруг буртика 14. В это время обе части оправки 4 и 9 находятся в сжатом состоянии. В конце перемещения каретки 5 подходят пуансоны 16 и 17 и окончательно формирутат тороид. Далее пуансоны, с кареткой отводятся в исходное положение.
Подвижная часть оправки отводится при этом тороид завивается на пальце К)., выносится из зонь гибки и сбрасывается в приемашй лоток после утапливания пальца .10 в подвижной части огфавки 9, После этого обе части оправки смыкаются и цикл работы повторяется.
Предлагаемое устройство изготовления резистивнрго элемента из резистивной струны позволяет повысить производительность за счет совмещения операций навивки и разрезки тороидов и исключения из техпроцесса операций
правки тороида.
Формула изобретения
Устройству для изготовления тороидальных резистивных элементов, содержащее установленные на корпусе механизм подачи .проволоки, механизм гибки, выполненный в виде обжимных пуансонов и закрепленных на одной оси подвижных рычагов с обжимными роликами. размещенным вокруг оправки и отрезной нож, отличающееся тем,. что, с целью повышения качества изготовления резистивных элементов, подвижные рычаги снабжены дополнительными роликами, в корпусе выполнен цилинд- р гческий паз, соосно установленный на оправке, которая выполнена разъемной с направляющими фасками по линии разъема и буртиком на неподвижной части, причем подвижные рычаги установлены с возможностью обкатывания дополнительными роликами по цилиндрическ 5му пазу, а обжимными роликами - по буртику на неподвижной части оправки.. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР по заявке № 2716698, кл, И 01 С 7/00, 2).01.79.
фигЛ
(риб.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ОПОРНЫХ КОЛЕЦ | 1968 |
|
SU206539A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Устройство для правки тороидальных резистивных элементов | 1973 |
|
SU458885A1 |
| Устройство для гибки изделий из проволоки и стержней | 1980 |
|
SU997929A1 |
| Устройство для изготовления колец из проволоки | 1981 |
|
SU1055575A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |