1
Изобретение относится к устройствам для измерения линейных размеров цилиндрических изделий.
Известно устройство для измерения линейных размеров цилиндрических изделий, содержащее держатель с упором для изделий, расположенный диа ю: рёшьно упору щуп, закрепленный с воШмржностью возвратНо-поступательногЬ:. (перемещения посредством силового и датчик диаметров 1.
Недостатком устройства является низкая производительность и трудо-; емкость.
Это обусловлено тем, что опёра.ции измерения и маркировки кругов производятся раздельно, а операции маркировки - вручную.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что устройство для измерения линейных размеров цилиндрических изделий содержащее держатель с упором для изделий, расположенный диаметрально упору щуп, закрепленный на штанге, смонтированной с возможностью . ратно-поступательного перемещения itocредством силового цилиндра и датчик, диаметров, имеет механизм для маркировки« содержащий установленную на оси многогранную призму, на гранях которой закреплены печатные знаки, привод призкш, состошдий из сило вого цилиндра, реечного кюхаикзма посредством гибких элементов, связанного со штоком Силового цилиндра и грузом и шестерни, установленной на оси призмы, фиксатор положения
10 приз1Ф), прекрыватель, закрепленный на рейке, группу приемных элементов, последовательно расположенных по ходу перемещения рейки, и логический блок, при датчик диаметра сос15тоит из флажка, закреплеиного на подвижной штанге и набора чувствительных элементов последовательно установленных по -ходу перемещения штанги в соответствии с расположением приемных элементов, причем каждый чувст20вительный и приемный элемент связан с соответствующим контактом логического блока. .
Кроме того, фиксатор положения
25 призм1а состоит из электромагнита и храпового механизма собачка koTOрого свяй«йа|с:элек йомагнитом, а х:рапови1 устг н0влбн на призме.
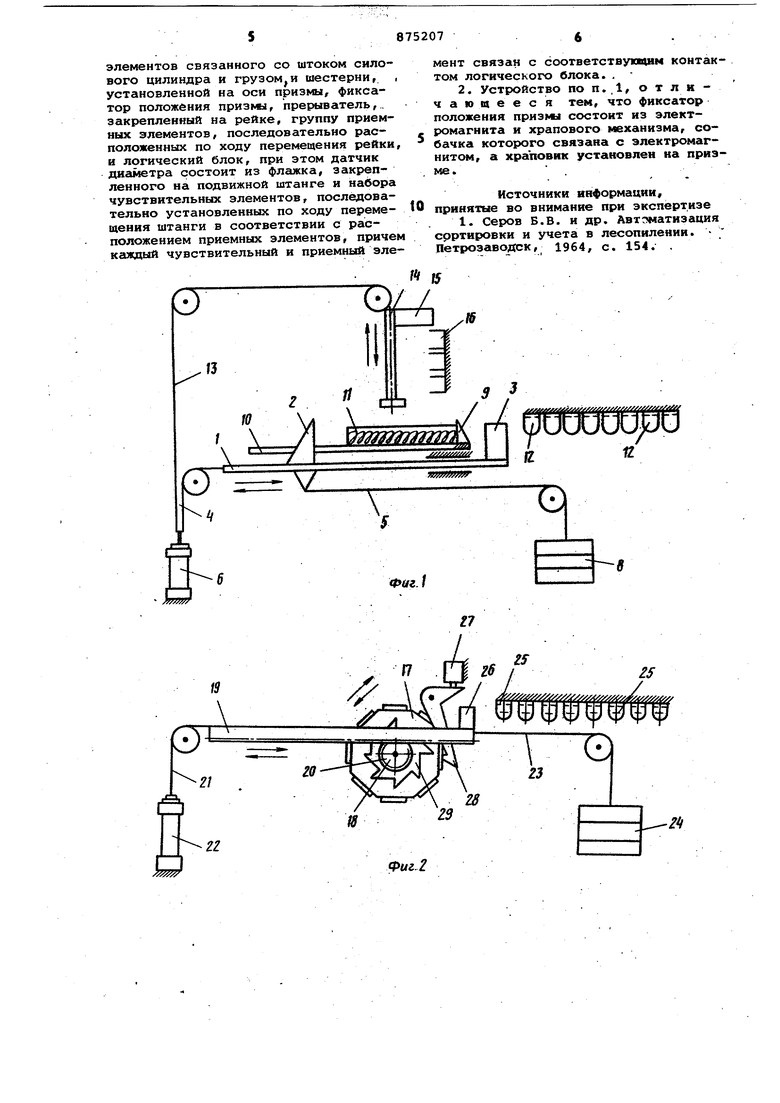
На фиг. 1 изображ ио устройство, общий ВИД; йа фиг. 2 - механизм для
30
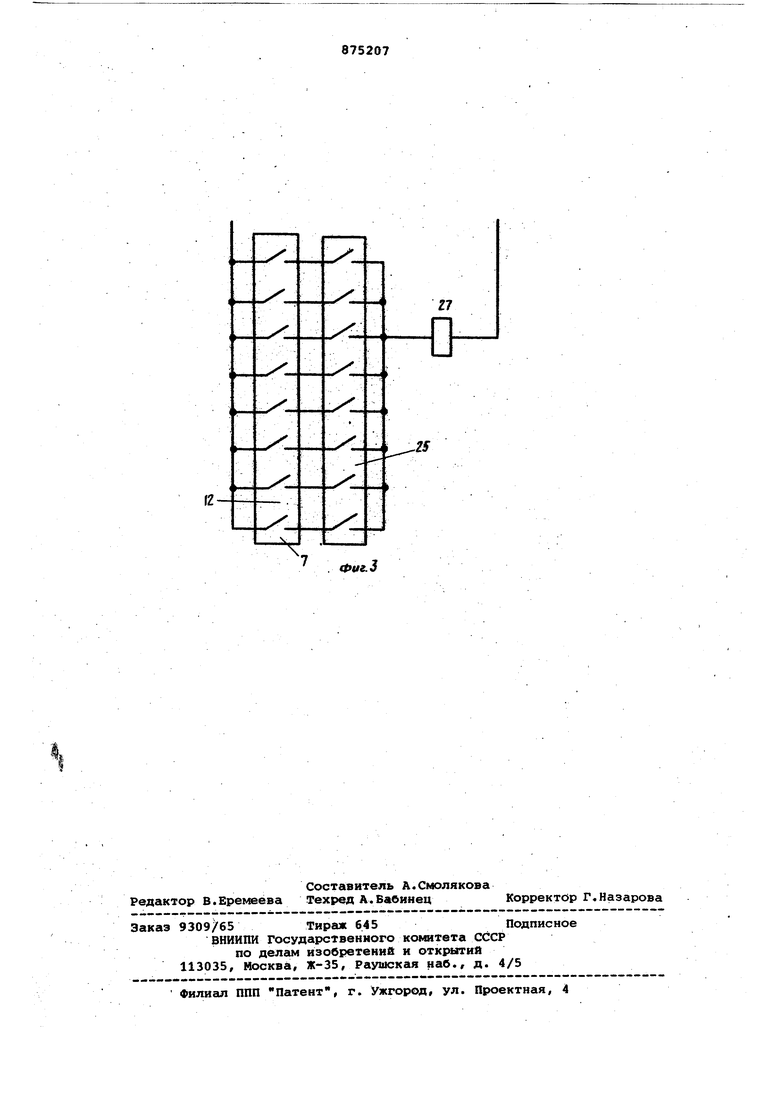
аркировки; на фиг. 3 - электричесая схема соединений пульта управлеия.
Механизм измерения размеров цииндрических изделий содержит штану 1, несущую подвижной щит 2 и флаок 3 и с помощью гибких элементов 4 и 5 соединенную соответственно со током цилиндра б, связанного с пультом управления 7 и грузом 8. Упор 9 прикреплен к держателю 10 на котором омещены изделия 11. Датчик диаметра выполнен в виде чувствительных элементов 12, число которых соответствует количеству печатных знаков (на фиг. 1 показано для восьми значений диаметров круга). Флажок 3 установлен на штанге 1 с возможностью перемещения в пазах чувствительных элементов 12.
Для замера толщины цилиндрических изделий силовой цилиндр 6 с помощью гибкого элемента 13 соединен с приимом 14 , на котором установлен фла- жок 15. В качестве прибора, регистрирующего толщину цилиндрических изделий 11, предусмотрены чувствительные элементы 16, число которых соответствует количеству печатных знаков (на фиг. 1 показано для трех значений толщин круга).
Механизм для маркировки содержит многогранную призму 17, на каждую грань которой соответственно нанесены печатные знаки, причем число граней призмы соответствует количеству печатных знаков. Призма 17 свободно сидит на оси 18 и снабжена приводом, состоящим из реечного механизма 19, контактирующим с шестерней 20, жестко закрепленной на призме 17. Реечный механизм 19 с помощью гибкого элемента 21 соединен со штоком силового цилиндра 22 и гибкого элемента 23 - с грузом 24. Приемные элементы
25,имеют последовательную электрическую связь с чувствительными элементами 12 в каждом диапазоне замера (фиг. 3). На реечном механизме 19 жестко смонтирован прерыватель
26,который установлен с возможностью перемещения в паэах Чувствительных элементов 25.
Фиксатор положения призмы состоит из электромагнита 27, установленного на раме устройства (не показана). Электромагнит 27 связан с призмой 17 с помощью собачки 28 и храпового колеса 29, жестко установленного на призме 17.
Для маркировки толщины изделия на оси 18 установлена вторая призма, идентичная призме 17 (не показана), на грани которой нанесены маркируемые элементы (не показаны), последовательно связанные с чувствительными элемент с1ми 16.
Устройство работает следующим образом.
При включении силового цилиндра 6 от пульта управления 7 его шток перемещается вертикально вверх, осЛаб.ляя гибкие элементы 4 и 13, и штанга ,1 под действием груза 8 перемещается , по горизонтали вправо, прижимая цилиндрические изделия 11 ЩУПОМ 2 к упору 9. При перемещении штанги 1 флажок 3 перемещается по пазам чувствительных элементов 12 и становится в пазу переключателя, соответствующего
измеренному диаметру изделия. Аналогично, при включении силового цилиндра 6 под действием собственного веса прижим 14 касается цилиндрического изделия 11 и флажок 15, перемещаясь по
5 пазам чувствительных элементов 16, останавливается в пазу, соответствующем измеренной толщине круга.
Затем автоматически включается силовой цилиндр 22, при этом его шток
Q перемещается вертикально вверх, ослабляя гибкий элемент 21. Под действием груза 24 реечный механизм 19 через шестерню 20 поворачивает призму 17, а прерыватель 26 последовательно перемещается по пазам приемных элементов 25. При входе прерывателя 26 в паз приемного элемента 25, электрически связанного с нечувствительным элементом 12, который соответствует замеренному диаметру круга,электрическая цепь-замыкается и включается электромагнит 27, который че-; рез собачку 28 и храповое колесо 29 фиксирует призму 17 в позиции, соответствующей маркируемому печатному
5 знаку диаметра изделия. Затем на индекс наносится краска, изделие прижимается и маркируется.
Ансшогично, от того же силового цилиндра 22 поворачивается и фиксируется вторая (не показана) призма для нанесения индекса толщины круга.
Использование предлагаемого устройства дает возможность автоматизировать процессы измерения и маркировки войлочных полировальных кругов.
Формула изобретения
0 Устройство для измерения линейных размеров цилиндрических изделий, содержащее держатель с упором для изделий, расположенный дис1метрально упору щуп, закрепленный на штанге, смонтированной с возможностью возвратно-поступательного перемещения посредством силового цилиндра и датчик диаметров, отличающееся тем, что, с целью расширения технологических возможностей, оно имеет
0 механизм для маркировки, содержащий установленную на оси многогран 1ую призму, на гранях которой закреплены печатные знаки, привод призмы, состоящий из силового цилиндра, реечного механизма, посредством гибких
элементов связанного со штоком силового цилиндра и грузомJи шестерни, , установленной на оси призмы, фиксатор положения призки, прерыватель,, закрепленный на рейке, группу приемных элементов, последовательно расположенных по ходу перемещения рейки, и логический блок, при этом датчик дигшетра состоит из флажка, закрепленного на подвижной штанге и набора чувствительных элементов, последовательно установленных по ходу перемещения штанги в соответствии с расположением приемных элементов, причем каждый чувствительный и приемный элемент связан с соответствупцим контактом логического блока. .
2. Устройство по п.,1, отличающееся тем, что фиксатор положения призки состоит из электромагнита и храпового механизма, собачка которого связана с электромагнитом, а храповик установлен на призме.
Источники информации, принятые во внимание при экспертизе
1. Серов Б.В. и др. Автсмлатизация сортировки и учета в лесопилении. Петрозаводск, 1964, с. 154. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки изделий | 1986 |
|
SU1369888A1 |
| Устройство для маркировки этикеток | 1991 |
|
SU1781135A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ МАРКИРОВКИ ПОЛИХЛОРВИНИЛОВЫХ ТРУБОК | 1970 |
|
SU276971A1 |
| Устройство для перекладки изделий | 1980 |
|
SU893805A2 |
| Устройство для маркирования листового материала | 1982 |
|
SU1159679A1 |
| Автомат для изготовления секций якорей электрических машин | 1971 |
|
SU562043A1 |
| Устройство для маркировки изделий | 1973 |
|
SU498186A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ИЗДЕЛИЙ | 1973 |
|
SU408683A1 |