размягчаются и каждая нагревается до темпе- , ратуры, достатошой для их сварки прессованием. Поверхность валка 7 имеет температуру на бО С ниже температуры размягчения пленки.
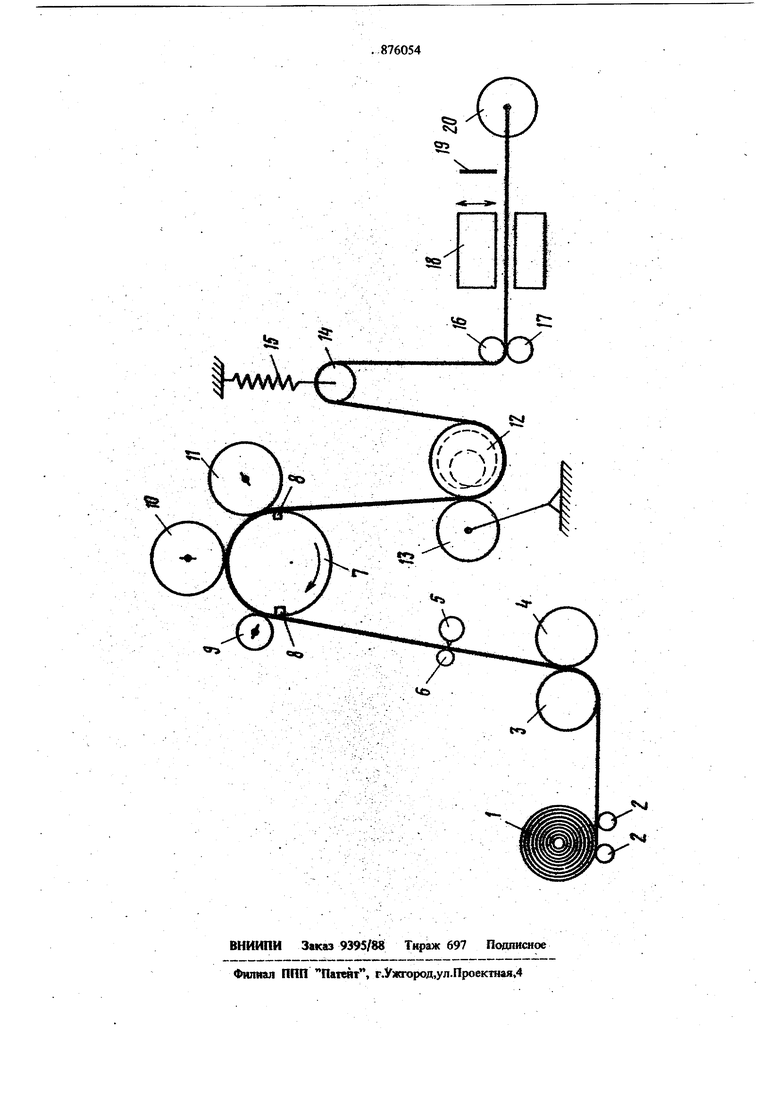
Прижимные валки 9-11 выполнены из пористой резины. Наименьшее расстояние меЖ ду поверхностью валка 7 и валками 9-11 соответствуют общей суммарной толщине рукавной ппткя. Контактные валки не создают давления на рленку.
Далее пленка поступает к Ьхлажденно- у валку, закрепленному на рычаге. Валки 3 и 4 подают пленку быстрее, чем вращаются валки 12 и 13. После того, как рукавная пленка отойдет от сварочного элeкtpoдa 8, в интервале до следующего контакта электрода с пленкой, последняя воздействием натяжного валка 14 и пружины 15 протаскивается сквозь валки 12 и 13. Валки 16 и 17 перемещают рукавную плрнку со скоростью вращения валков 3 и 4. После этих валков плейка проходит через печатающую машину 18 на складывающее устройство 19, где она сдваивается, а затем закручивается в рулон 20.
Изобретение позволит осуществить изготовление мещков из тонкой рукавной пленки без ослабления ее в ioHe шва.
Формула изобретения
Способ непрерывного изготовления термопластичных изделий на валковой машине, преимущественно мешков из рукавной пленки, при котором перемещают пленку подающими валками к валкам с нагревательным элементом обжимают зону щва и охлаждают зону сварного шва валками, отличающийся тем, что, с целью повышения качества свариваемого шва за счет устранения уточения пленки в зоне щва, перемещение пленки подающими валками осуществляют с большей скоростью чем перемещение пленки валками с нагревательным элементом, обжим зоны свартого ига производят охлаждающими валками, а затем продергиваютпленку на величину, соответствуюlayv) участку материала, накопившегося из-за разности скоростей подающих и нагревательных валков.
информащ|и,
принятые во внимание при экспертизе 1. Патент Франции N 2037405, кл. В 29 С 27/00, 1970.