Изобретение относится к области машиностроения, в частности к абразивной обработке, и касается преимущественно обработки кромок лопаток газотурбинных двигателей.
Известен способ обработки кромок лопатки газотурбинного двигателя, при котором лопатке задают движение вокруг оси, поджимают к ней абразивную ленту и сообщают ей перемещение вдоль кромки лопатки (см. авторское свидетельство СССР №199705, МПК B24B 21/12, 1966 г.).
Известный способ позволяет обрабатывать и входные, и выходные кромки лопаток газотурбинных двигателей, однако он не обеспечивает получение кромок с малыми радиусами, так как из-за пространственного отклонения профиля пера происходит зарезание кромки в момент соприкосновения с движущейся абразивной лентой.
Известен также способ обработки кромок лопатки газотурбинного двигателя, при котором лопатке задают движение вокруг оси, поджимают к ней абразивную ленту и сообщают ей перемещение вдоль кромки лопатки (см. авторское свидетельство СССР №884978, МПК B24B 21/00, 1980 г.).
Известный способ имеет следующий недостаток. В связи с тем, что теоретическое положение кромки определено относительно абразивной ленты, а кромка лопатки по сечениям имеет пространственное отклонение, происходит ее подрезание, то есть обработка производится без определения реального взаимного положения инструмента и детали, что снижает качество и точность получения радиуса кромок, как по размеру, так и по конфигурации.
Техническим результатом изобретения является повышение точности и качества обработки кромок лопатки газотурбинного двигателя.
Указанный технический результат достигается тем, что в способе обработки кромок лопатки газотурбинного двигателя абразивной лентой, при котором лопатке задают движение вокруг оси, поджимают к ней абразивную ленту и сообщают ей перемещение вдоль кромки лопатки, лопатку помещают между двух ветвей абразивной ленты, абразивный слой которых направлен в стороны кромок лопатки, к ветвям абразивной ленты прикладывают регулируемое растягивающее усилие, обеспечивающее поджим к кромкам лопатки, а движение лопатки вокруг оси осуществляют за счет ее качания в противоположные стороны.
Сущность способа обработки кромок лопатки газотурбинного двигателя заключается в следующем.
Кромка пера лопатки представляет собой поверхность переменного радиуса, соединяющую профиль корыта с профилем спинки. Величина радиуса может колебаться в пределах от 0,05 мм до 2,0-3,0 мм в зависимости от габаритов лопатки. Если рассмотреть положение координат центра радиуса в пространстве в зависимости от допускаемых отклонений, получающихся в процессе изготовления, то допуск может быть в 3-4 раза больше, чем сам радиус. Поэтому производить обработку радиуса, используя только геометрическое место точек теоретического профиля, не представляется возможным и приводит к зарезке кромки. Обработку приходится производить с учетом положения конкретного профиля. Данный способ предназначен для обработки радиусов с учетом положения изготовленных профилей корыта и спинки пера лопатки.
Заготовку лопатки 1 устанавливают за хвостовик (на чертеже не показан) в приспособление. При этом профиль пера лопатки 1 размещают между двух ветвей 2 и 3 абразивной ленты, при этом абразивный слой ленты направлен в сторону кромок лопатки. Чем сильнее изменяется в пространстве положение центра радиуса и его величина по длине пера лопатки, тем более узкую абразивную ленту используют. Абразивная лента закреплена в механизмах 4 и 5, позволяющих быстро после каждой обработанной лопатки ставить новую. При вращении лопатки вокруг оси увеличивается расстояние между серединами ветвей абразивной ленты, в результате чего каретка 6 перемещается по направляющей 7. Пружина 8 обеспечивает возрастание растягивающего усилия. С увеличением растягивающего усилия возрастает давление поджима ветвей абразивной ленты к лопатке, что приводит к большему съему металла. Ветви абразивной ленты огибают перо лопатки, прижимаясь к корыту и спинке пера лопатки. Последовательно вращая лопатку вокруг своей оси сначала в одну, а затем в другую сторону, производят обработку кромок пера. При этом лопатке придают еще движение вдоль оси профиля пера.
Использование изобретения позволяет повысить точность получения радиусов входной и выходной кромок за счет взаимного расположения кромки лопатки и абразивной ленты в процессе обработки при пространственных отклонениях профилей сечений, а также повысить качество обработки за счет увеличения радиуса вращения кромки относительно режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки кромок пера лопаток абразивной лентой | 1980 |
|
SU876384A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Способ формообразования профильных межлопаточных каналов моноколеса ГТД | 2015 |
|
RU2608111C2 |
| Устройство для скругления кромок пера лопаток | 1987 |
|
SU1512754A1 |
| ТУРБИННАЯ ЛОПАТКА | 1993 |
|
RU2088764C1 |
| СПОСОБ ШЛИФОВАНИЯ ПРИКОРНЕВЫХ УЧАСТКОВ ПЕРА ЛОПАТКИ | 1990 |
|
SU1822056A1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
Изобретение относится к области машиностроения и может быть использовано при абразивной обработке, в частности, кромок лопаток газотурбинных двигателей. Лопатке задают движение вокруг оси, поджимают к ней абразивную ленту и сообщают ей перемещение вдоль кромки лопатки. Последнюю помещают между двух ветвей абразивной ленты. Абразивный слой лент направлен в стороны кромок лопатки. К ветвям абразивной ленты прикладывают регулируемое растягивающее усилие, обеспечивающее поджим к кромкам лопатки. Движение лопатки вокруг оси осуществляют путем ее качания в противоположные стороны. В результате повышается точность получения радиусов входной и выходной кромок за счет взаимного расположения кромки лопатки и абразивной ленты в процессе обработки при пространственных отклонениях профилей сечений, а также качество обработки за счет увеличения радиуса вращения кромки относительно абразивной ленты. 1 ил.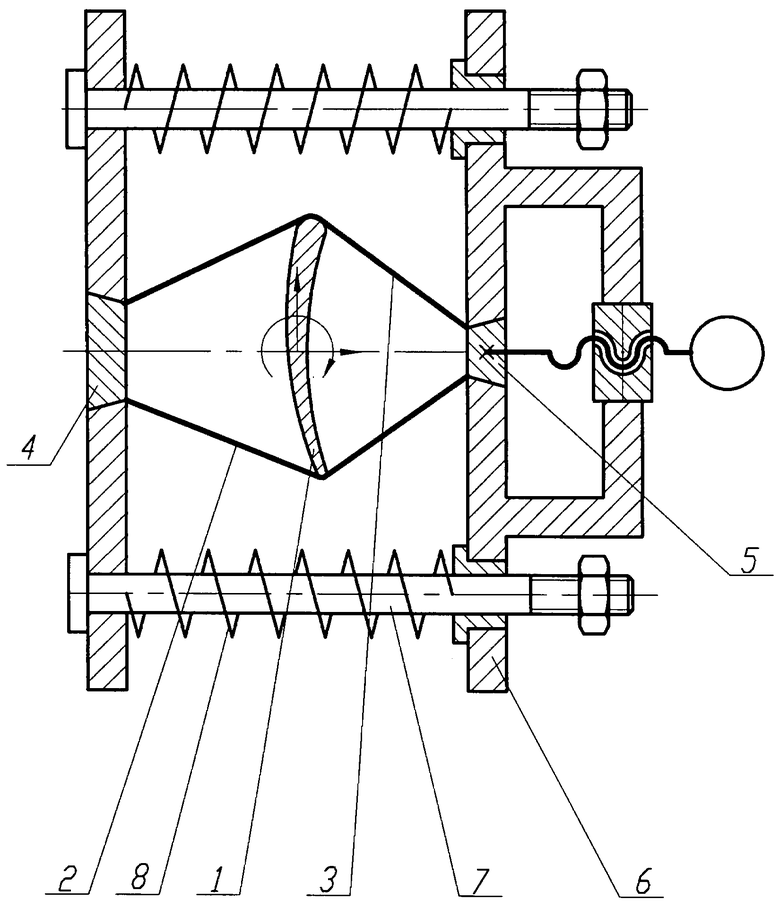
Способ обработки кромок лопатки газотурбинного двигателя абразивной лентой, при котором лопатке задают движение вокруг оси, поджимают к ней абразивную ленту и сообщают ей перемещение вдоль кромки лопатки, отличающийся тем, что лопатку помещают между двух ветвей абразивной ленты, абразивный слой которых направлен в стороны кромок лопатки, к ветвям абразивной ленты прикладывают регулируемое растягивающее усилие, обеспечивающее поджим к кромкам лопатки, а движение лопатки вокруг оси осуществляют путем ее качания вдоль оси в противоположные стороны.
| Устройство для обработки пера лопаток | 1980 |
|
SU884978A1 |
| Способ обработки кромок пера лопаток абразивной лентой | 1980 |
|
SU876384A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| US 4309848 А, 12.01.1982. | |||

