Известны трубоформовочные станы, состоящие из ряда формующих клетей с открытыми и закрытыми калибрами с приводом нижних валков, а также из клетей с вертикальными холостыми валками. Калибры образованы верхними и нижними валками.
Особенность предложенного стана состоит в том, что он снабжен траверсами, в которых установлены кассеты с роликами, образующими верхнюю часть калибра.
Стан в таком выполнении имеет повыщенную надежность и долговечность, увеличенную стойкость, а также меньший вес и трудоемкость изготовления формовочного инструмента.
Для улучшения качества формовки кромок трубной заготовки нижняя часть калибров некоторых формующих клетей образована горизонтальными приводными валками и боковыми холостыми валками.
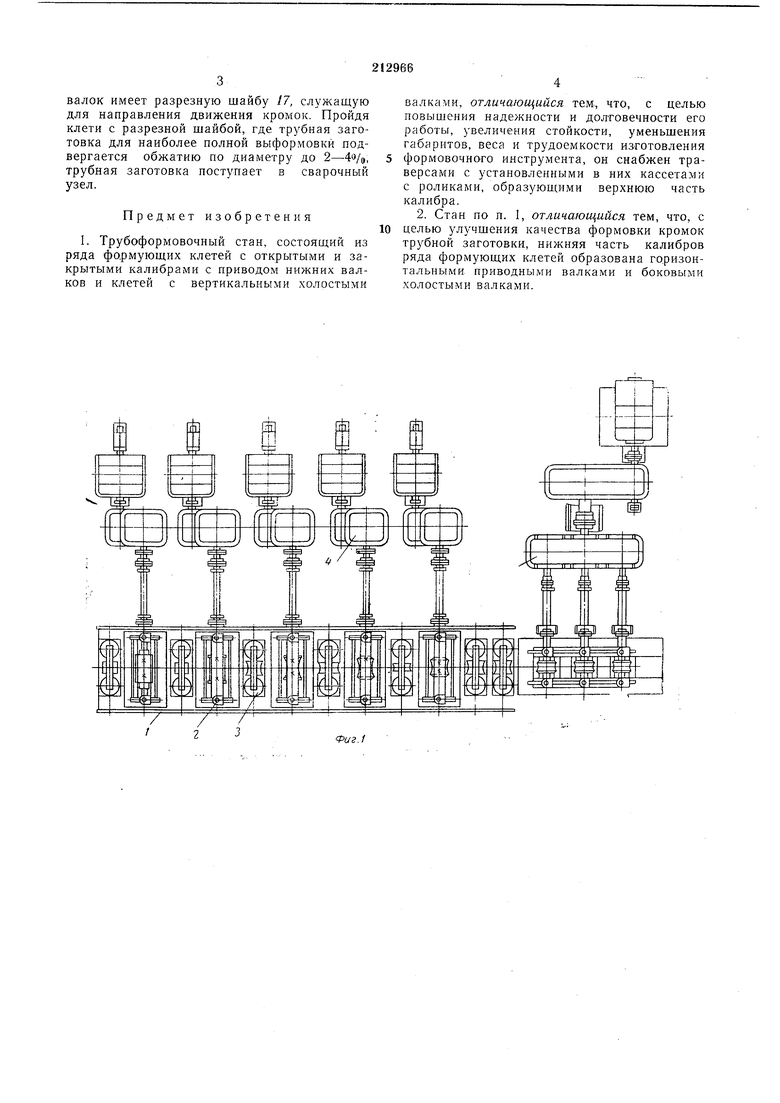
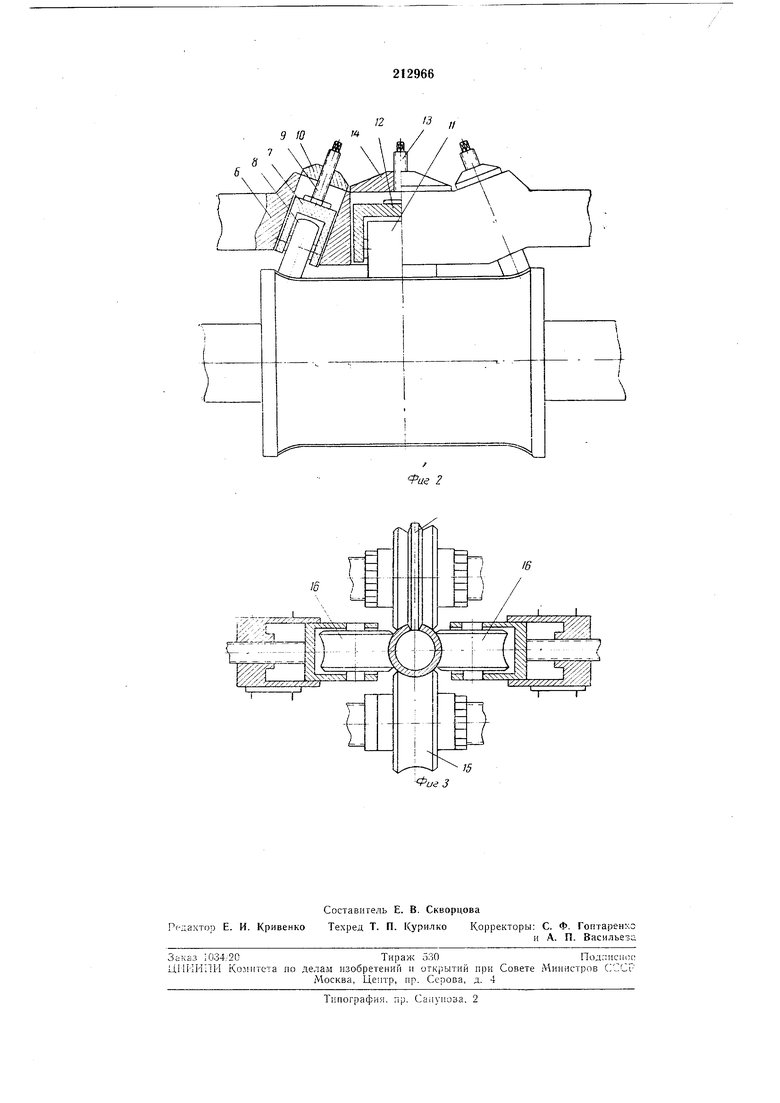
На фиг. 1 изображен трубоформовочный стан, вид в плане; на фиг. 2 - валково-роликовый калибр клети; на фиг. 3 - нижняя часть калибра.
дивидуального привода 4 нижних валков (или группового привода 5). Первые клети с валково-роликовым калибром снабжены верхней траверсой 6, в которой установлены кассеты 7с формующими роликами 8, механизмами установки 9 роликов с крышками 10, опорным роликом 11 с кассетой 12, механизмом его установки 13 с крышкой 14. Верхние траверсы 6 последующих формующи.х клетей с
открытыми калибрами аналогичны траверсам первых клетей с тем лишь отличием, что в этих траверсах устанавливаются только опорные ролики 11.
Нижняя часть калибра некоторых клетей
образована горизонтальным приводным валком 15 и боковыми холостыми валками 16.
Формуемый штрипс при разведенных вертикальных холостых валках 3 подается в первую формующую клеть в горизонтальные валки. Валками этой клети щтрипс проталкивается через следующие направляющие вертикальные валки 3 снова в валково-формовочный калибр клети, где крайние участки кромок штрипса отформовываются по радиусу
валок имеет разрезную шайбу 17, служащую для направления движения кромок. Пройдя клети с разрезной шайбой, где трубная заготовка для наиболее полной выформовкй подвергается обжатию по диаметру до (,, трубная заготовка поступает в сварочный узел.
Предмет изобретения
I. Трубоформовочный стан, состоящий из ряда формующих клетей с открытыми и закрытыми калибрами с приводом нижних валков и клетей с вертикальными холостыми
валками, отличающийся тем., что, с целью повышения надежности и долговечности его работы, увеличения стойкости, уменьшения габаритов, веса и трудоемкости изготовления формовочного инструмента, он снабжен траверсами с установленными в них кассетами с роликами, образующими верхнюю часть калибра.
2. Стан по п. I, отличающийся тем, что, с целью улучшения качества формовки кромок трубной заготовки, нижняя часть калибров ряда формующих клетей образована горизонтальными приводными валками и боковьгми холостыми валками.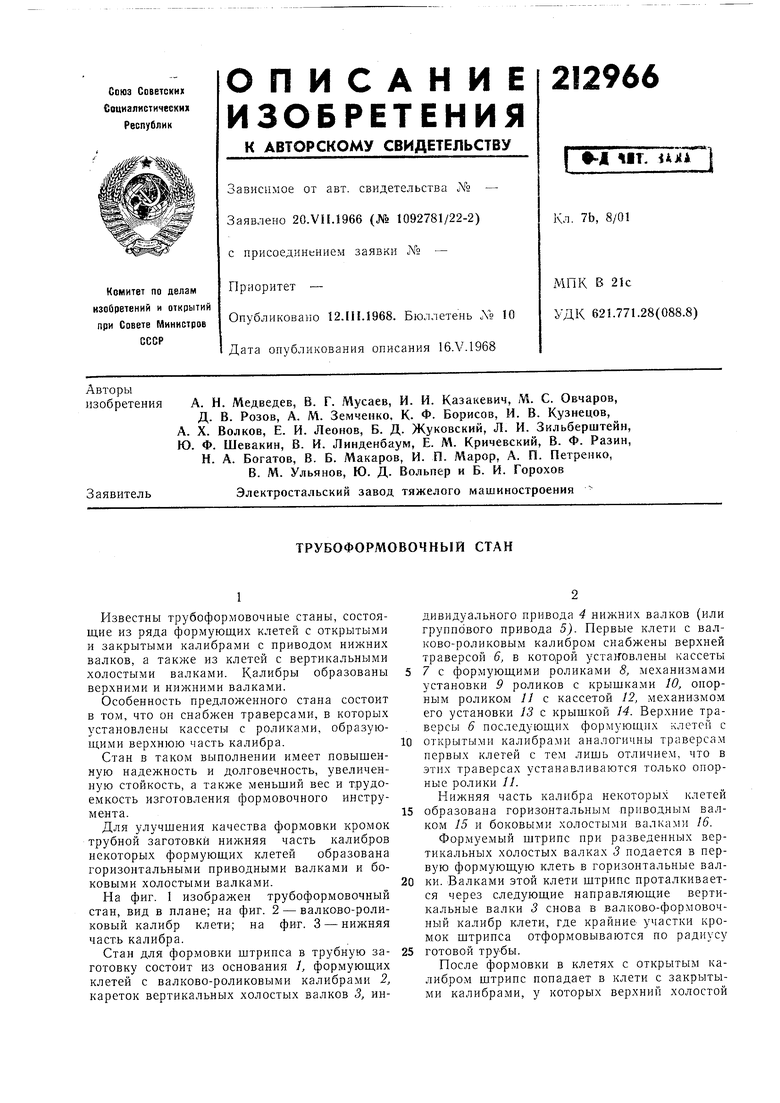
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНЫЙ ТРУБОФОРМОВОЧНЫЙ СТАН | 1969 |
|
SU232925A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| С. П. Сидоренко| ^ TiKt'li''!':'':'''^- ^ | 1970 |
|
SU263549A1 |
| СПОСОБ НЕПРЕРБ1ВНОЙ ФОРМОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1970 |
|
SU265056A1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |
| СПОСОБ ФОРМОВКИ ПОЛУЦИЛИНДРИЧЕСКИХ ТРУБНЫХ | 1973 |
|
SU382451A1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Многоклетьевой формовочный стан | 1962 |
|
SU177406A1 |
9 10
/2W
4j
/5
R7Xxv x-X -- X
