Изобретение относится к механической обработке деталей резанием и может быть использовано в станках для изготовления деталей с асферическими Поверхностями вращения, в том числе зеркал телескопов.
Цель изобретения - повьш1ение точности обработки путем снижения погрешностей формообразующих движений.
направлении круговой подачи; Е - направление возвратно-поступательного движения резца.
Для конкретного выполнения предложенного способа обрабатьшаемое изделие 1 базируется в гапиндель (не показан) вращательного движения резания. Резец 2 устанавливается вдоль оси 00 , вращения изделия 1 в его
Переход от схемы обработки асфери- центр. Ось О О ,вокруг которой осу, 20
25
ческих поверхностей, когда движение круговой .подачи инструмента и его возвратно-поступательное движение осуществляются в одной плоскости, к прямолинейному перемещению инструмента вдоль оси круговой подачи позволя-у ет значительно большей величиной этого перемещения достигать одинаковых отклонений геометрии асферической поверхности заготовки от равных ис ходных сфер, особенно когда эти отклонения незначительны. Это обеспечивает высокую точность обработки.
Сообщение позиционирующим шпинделям обрабатываемого изделия и инструмента вращательных движений (круговых подач) во взаимоперпендику лярных плоскостях приводит к дополнительному натягу технологической системы, повьпиению жесткости ее силового замыкания , что в итоге повышает точность обработки асферических поверхностей вращения.
На фиг. схематически показано взаимодействие обрабатываемого изделия и инструмента, аксонометрия; на фиг.2 - проекция на плоскость получаемой асферики и следа режущего инструмента.
, На фиг.1 и 2 показаны обрабатывае мое изделие 1 резец 2; проекция 3 следа режущей кромки инструмента при сообщении ему одноплоскостных движений формообразования, проекция 4 следа реяопцей кромки инструмента при осуществлении предложенного способа обработки.
15
30
35
-40
45
ществляется движение круговой подачи резца 2, пересекает ось вращения 00 изделия и ей перпендикулярна. Для получения нужшлх асферических поверхностей, особенно высокоточных, путем синхронизации движений А и tO необходимо прш- енять ЭВМ.
При осугцествлении способа после установки резца 2 по центру вращающегося обрабатываемого изделия 1 инструменту одновременно сообщают движение круговой подачи сО вокруг оси о О и возвратно-поступательное движение вдоль этой оси. В результа те режущая кромка резца 2 описывает на обрабатьгоаемой поверхности изделия 1 образующую в виде пространственной кривой. ,Формоула изобретения
Способ механической обработки о асферических поверхностей вращения,- при котором обрабатываемой заготовке сообщают вращение резания, а инструменту - круговую подачу вокруг оси, перпендикулярной оси вращения заготовки, и дополнительное возвратно-поступательное перемещение, о т - л и ч а ю W и и с я тем, что, с целью повышения точности обработки путем снижения погрешностей формойб- разующих движений, возвратно-поступа тельное перемещение инстрзгмента осуществляют вдоль оси его круговой подачи, а величину этого перемещения устанавливают в соответствии с зависимостью
1 f R (-cJsoL)-R%inV
Кроме того, приняты следующие обозначения: ось 00, вращения обраба- jg где тываемого изделия, ось О 0 ,вокруг которой осуществляется движение круговой подачи инструмента и вдоль .которой осуществляется его возврат- / но-поступательное движение, из - направление вращения обрабатываемого изделия; - направление круговой подачи инструмента; с - угол отклонения от вертикали резца в
направлении круговой подачи; Е - направление возвратно-поступательного движения резца.
Для конкретного выполнения предложенного способа обрабатьшаемое изделие 1 базируется в гапиндель (не показан) вращательного движения резания. Резец 2 устанавливается вдоль оси 00 , вращения изделия 1 в его
центр. Ось О О ,вокруг которой осу20
25
у15
30
35
40
45
jg где /
ществляется движение круговой подачи резца 2, пересекает ось вращения 00 изделия и ей перпендикулярна. Для получения нужшлх асферических поверхностей, особенно высокоточных, путем синхронизации движений А и tO необходимо прш- енять ЭВМ.
При осугцествлении способа после установки резца 2 по центру вращающегося обрабатываемого изделия 1 инструменту одновременно сообщают движение круговой подачи сО вокруг оси о О и возвратно-поступательное движение вдоль этой оси. В результа - те режущая кромка резца 2 описывает на обрабатьгоаемой поверхности изделия 1 образующую в виде пространственной кривой. ,Формоула изобретения
Способ механической обработки о асферических поверхностей вращения,- при котором обрабатываемой заготовке сообщают вращение резания, а инструменту - круговую подачу вокруг оси, перпендикулярной оси вращения заготовки, и дополнительное возвратно-поступательное перемещение, о т - л и ч а ю W и и с я тем, что, с целью повышения точности обработки путем снижения погрешностей формойб- разующих движений, возвратно-поступательное перемещение инстрзгмента осуществляют вдоль оси его круговой подачи, а величину этого перемещения устанавливают в соответствии с зависимостью
1 f R (-cJsoL)-R%inV
t - величина линейного возвратно- поступательного перемещения;
еХ. - угол отклонения от вертикали резца с ре: дедержателем в направлении круговой подачи;
f - выражение функциональной
связи р l:(z), описьшающей асферическ по поверхность вращения в цилиндрических координатах р HZ.
Фи.2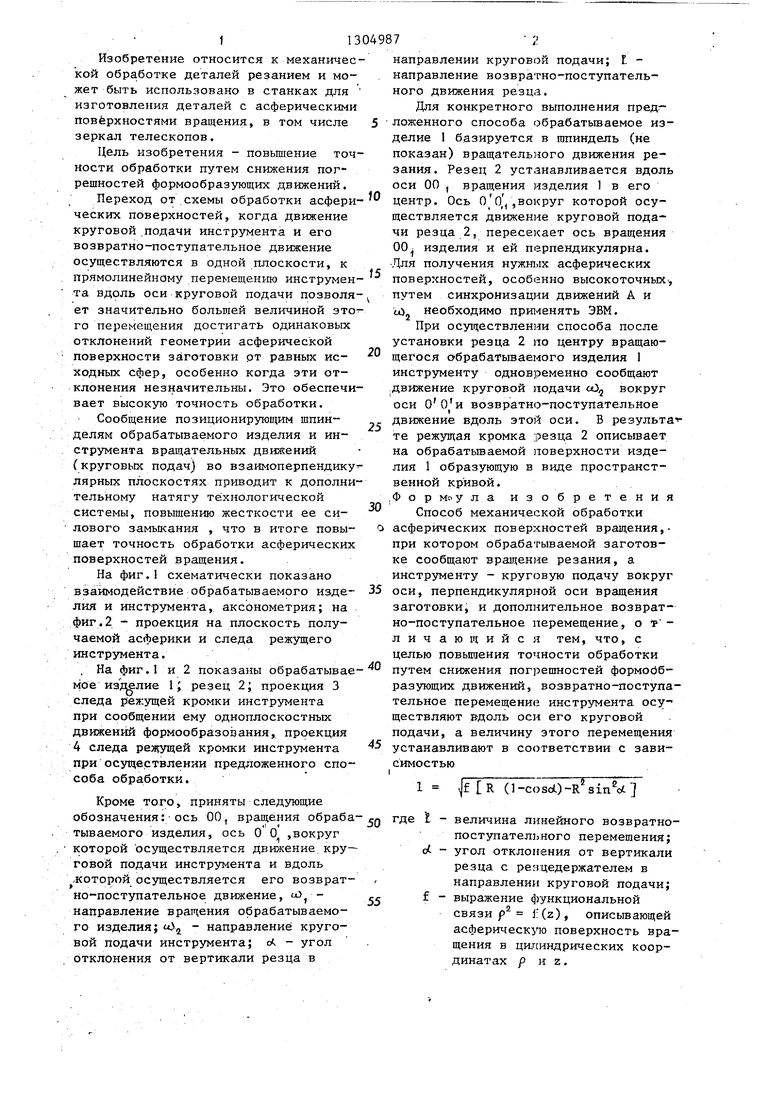
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| Способ обработки асферических поверхностей вращения | 1985 |
|
SU1311850A1 |
| Способ управления процессом механической обработки | 1985 |
|
SU1399071A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |

Изобретение относится к механической обработке деталей резанием и может быть использовано в станках для изготовления деталей с асферическими поверхностями вращения, в том числе зеркал телескопов. Целью изобретения является повьшение точности обработки за счет снижения погрешностей формообразующих движений. В процессе обработки обрабатьгеаемой товке сообщают вращение резания, инструменту - круговую подачу вокруг оси, перпендикулярной оси вращения заготовки, а дополнительное возвратно-поступательное перемещение инструмента осуществляют вдоль оси его круговой подачи.Величину этого перемещения устанавливают в соответствии с за- висимостью 1 Vf fR() - R , Г Де 1 - величина линейного возвратно-поступательного перемещения; Х - угол отклонения от вертикали резца с резцедержателем в направлении круговой подачи; f - выражение функциональной связи р f(z), описьгоаю- щей асферическую поверхность вращения в цилиндрических координатах риг; R - радиус асферической поверхности вращения. 2 ил. с to (Л со о 4 СО 00 
Составитель Г.Баринов Редактор Л.Гратилло Техред Л.Сердюкова Корректор А.Обручар
Заказ 1372/12 Тираж 976Подписное
ВНИЖИ Государственного комитета СССР
«по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/3
Производственно-полигра:фическоё предприятие, г.Ужгород, ул. Проектная, 4
| Куманин К.Г | |||
| Формообразование оптических поверхностей | |||
| М.: Оборон- гиз, 1962, с.236-237, фиг.9. |
