1
Изобретение относится к устройствам для производства пустотелых стеклоблоков и может найти применение в промышленности строительных материалов.
Известно устройство для загрузки стек- 5 лоизделий, преимущественно стеклоблоков, содержащее остов, обойму, рольганг стеклоизделий с упорами, узел захвата и поворота стеклоизделий на угол 180°, узел одновременной транспортировки в сварочный 10 автомат двух стеклоизделий - одного в нормальном положении, а другого перевернутого на 180°, и направляющие с приволТ,ом, прижимаюп 1ие перевернутое изделие к верхнему и нижнему захватам сварочного 15 автомата 1.
Недостатком конструкции является то, что консоль-планка прижима стеклоизделия к верхнему захвату постоянно расположена между верхним и нижним захва- 20 тами автомата, что ухудшает условия обслуживания и наладки устройства.
Известен загрузчик стеклоизделий, преимущественно полублоков, в сварочный автомат, содержащий остов, рольганг с упо- 25 рами, обойму, подъемно-поворотный механизм, пневмотолкатели и направляющие с индивидуальными приводами 2.
Недостатком загрузчика является наличие разных видов приводов (электромеха- зо
нический, пневматический), ведущее к излищней энергоемкости и необходимости содержания аппаратуры управления, снижающей надежность работы.
Целью изобретения является уменьшение энергоемкости загрузчика.
Эта цель достигается тем, что загрузчик стеклоизделий, преимущественно пОоТублоков, содержащий остов и смонтированные па нем подающий рольганг с упором, кантователь, толкатель с приводом и подвижные направляющие, снабл ен круговым плоским копиром, расположенным концентрично кантователю, выполненному в виде кольца, в котором установлены под углом 180° друг относительно друга рольганги с парными подпружиненными захватами с роликом, взаимодействующим с копиром, причем привод толкателя снабжен однооборотными кулачками и кривошипом, связанными посредством рычажных передач с подвижными направляющим).
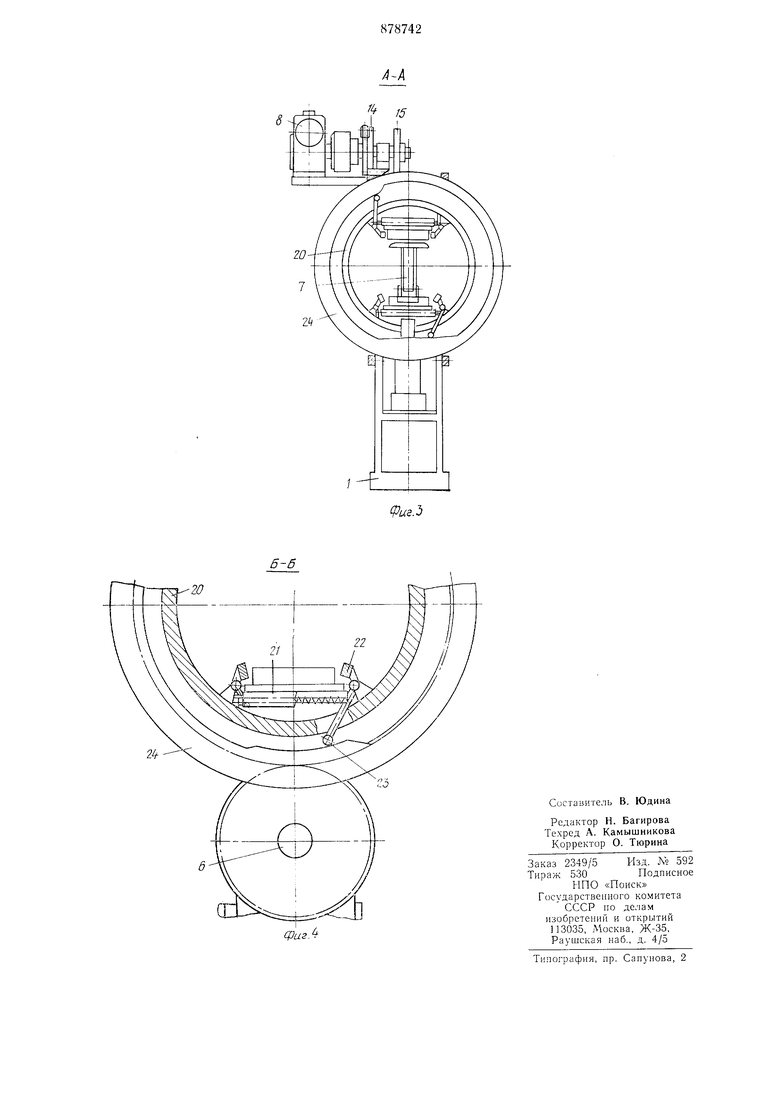
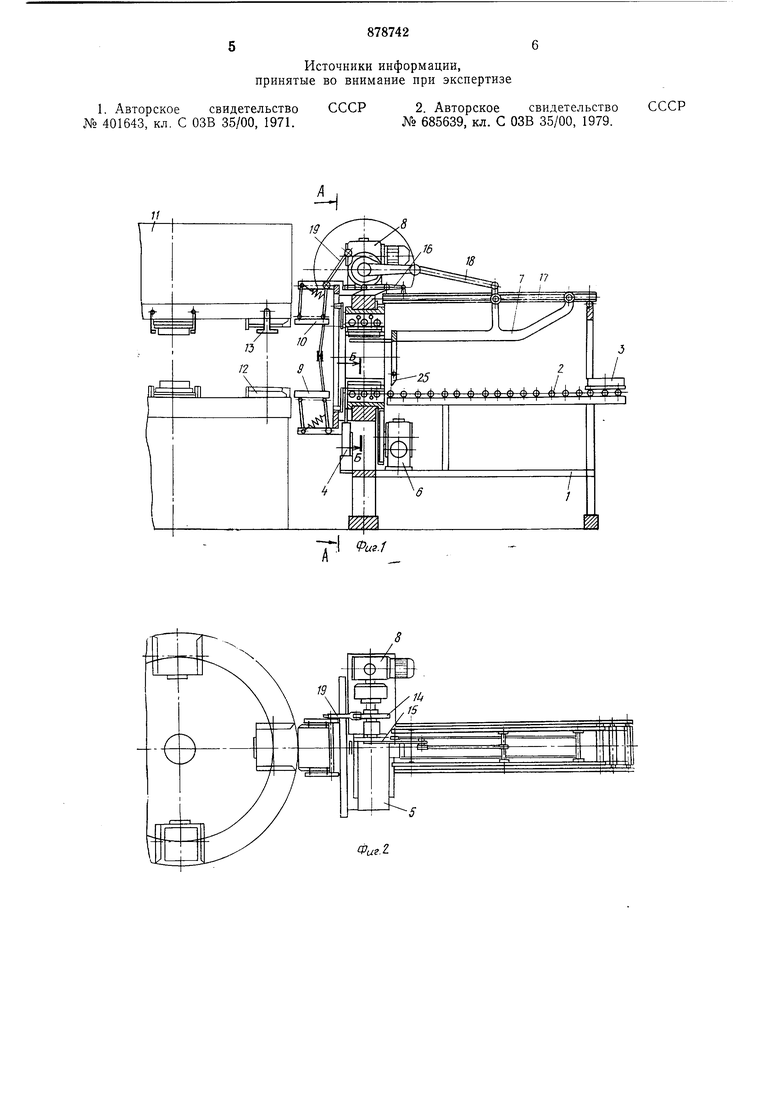
На фиг. 1 изображен предлагаемый загрузчик, продольный разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Загрузчик стеклоизделий содержит остов 1, на котором смонтированы подающий рольганг 2 стеклополублоков 3, упор 4,
кантователь 5 с приводом 6, толкатель / со своим приводом 8, пнжпие направляюпдие 9 и вер.хнпс направляющие 10. а ольганг нрнмыкаст к сварочному автомату 11 с нижним 12 и верхним 13 за.хватамн нолублоков.
Привод 8 толкателя 7 снаб/ксн кулачким 14 н кулачком-крнвошнном 1о. Кулачок 14 посредством рычажноп передачи 1U связаи с паправляющими 17 толкателя 7. Кулачок-кривошин 15 связан с одной стороны посредством шатуна 1Й с толкателем 7, а с другой - при помощи рычажноп псредачн 1У с наирав ияющими У п 1U.
Каптователь 5 выполнен в виде кругового полого ко.чьда 20, в котором установлены два рольганга 21 под угоюм 16U друг относптельно друга. Ирп этом ниячпнн рольганг стаповится продолжением подающего рольгапга 2, а верхпин рольганг кантователя устанавлнваегся панрогнв верхпего захвата 13.
того, у каждого из рольгангов 21 имеется пара подпружиненных захватов 22, снабукенных 2J. 1 о1щсн1рнчно кольцу 2U установлен круговон нлоскип копир 24, взанмоденствуютцип с ролпком /3.
оагрузчик стек;1оиздели11 работает следу ющнл образом.
Стеклополублоки 3 иоступают но подающему рольгангу 2 к кан1оватслю о. („теклополублок подается на рольганг 21 до упора 4 н остапавливается. получает импульс привод б. Кольцо 2U соверщает иоворот па угол 180 и останавливается. При этом ролик 23, постоянно коитактирующий с копиром 24, освобождает парный захват 22, который иод действием пружппы зажимает изделие п удерживает его во время поворота.
Перед оетаповкой ка1гтователя ролик 23 пабегает па горку в верхней части копира 24, захват 22 расслабляется и стаповится иаправляющпм для дальпеГ1щего продвт жения стеклополублока но нанравленню к сварочному автомату И.
Следующий стеклополублок подастся на ппжпий рольганг 21 кантователя 5. Толкатель 7 его свободно нронускает под собой, так как имеет в нижней части щариирпо отклоняющийся упор 25. Под действием электромагнита утапливается унор 4. Получает нмпульс привод 8, которь Й сообитает кулачку 14 и кулачку-криво1Т1ину 15 поворот па угол 180° (па фиг. 1 - протпв часовой стрелки).
При движеиии кривонптиа и HiaTyiia 18 соверщает рабочее движхмгие толкате.чь 7 вдоль своих верхних направляюпигх 17. Толкатель подает одновременно оба етеклополублока в сварочный автомат 11: нижний полублок в захват 9, а верхний полублок в захват 10.
При этом поворачивается и кулачок 14, KOKjpbiii с нолюитью pычa/i il(jп передачи 1У уп)а15;1яет д п/кеиием натравляющих У
н 10.
Паправляю цие 9 смьи-саюття с нижним захватом 12, а направляюитие 10 - с верх1ТНМ захватом 13, обеспечивая 1аде/кпое 11анравлеппе движения обоих стеклополублоков.
В конце рабочего двнжеппя толкателя 7 его 1 аправляющие 17 под действием кулачка 15 нрнноднчтмаюто, верхний стеклонолуб.лок плотно подводится к верх1 ей базовой нлоскости захвата 13.
Привод 8 начинает обратное холостое
движение. Кулачок 14 и кулачок-кривоПП1Н 15 поворачиваются па угол 180 по
часово стрелке.
Прп этом отводится в задиее исходное
ноложенне толкатель 7, направляюни-ie 9 и 10, снижаются направляющие 17 толкателя 7 нрн качаппп рычага 16.
Свароч1|ый автомат имеет возможность еоедипить еваркой загружеппую в него
нару стеклополублоков и подать под за рузку следующую пару захватов 12 и 13.
Упор выводится выше уровня рольгаща
2. Затрузч11к готов к выполнению нового
днкла подачи следующей пары стеклополублоков в свароч11ЫЙ автомат.
Предлагаемая копструкция загрузчика стеклонзделнй имеет только один вид нрнвода -- электромеханический. В нем отсутствует ппеьмо- или гидропривод и малонадежная аппаратура нх у11равле 1ня, тем самым обеснечнвается выеокая надежность работы. Все движения рабочих органов осупдествляются двумя прпводами, унрав;1яющнм 1 ку.тачкамн н элекромагнитом.
Известно, что кулачковые мехапизмы высоко 1тадежпы. Поскольку виды приводов ограничены, то загрузчнк в целом отличаемся ма.лой энергоемкостью по сравнению с нзвестпымп.
Ф о ) м у л а н 3 о б р е т е н и я
Загрузчнк стеклопзделий, нреимущеетBeinio нолублоков, содержании) остов и смо1гтпрованные на ise.M нодакзщнй рольганг е упором, кантователь, толкатель е приводом Ti подвижные )1анравля1 лдие, отличающийся тем, что, е целью уменьП1е 1пя его энергоемкости, он снабжен круговым H;IOCKHM копиром, раеноло/1Сенным коннентричпо кантователю, вьптолпеппому в впде кольца, в котором уетановлены под углом 180° друг к другу рольганги с пар1 ымп нодпружппеппыми захватами е роликом, взаимодействующим с копиром, причем привод толкателя снабжен однооборотнымн кулачками и кривошипом, связанными посредством рычажных передач с подвпжи1,1М1 паправляющпмп.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР2. Авторское свидетельство
№ 401643, кл. С ОЗВ 35/00, 1971.№ 685639, кл. С ОЗВ 35/00, 1979.
СССР

| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузчик стеклоизделий | 1977 |
|
SU685639A1 |
| Загрузчик стеклянных полублоков | 1977 |
|
SU687005A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
| ЗАГРУЗЧИК СТЕКЛОИЗДЕЛИЙ | 1968 |
|
SU220441A1 |
| Загрузчик стеклянных полублоков | 1979 |
|
SU808387A1 |
| ЗАГРУЗЧИК СТЕКЛОИЗДЕЛИЙ | 1973 |
|
SU390030A1 |
| Машина для сварки стеклоблоков | 1980 |
|
SU935484A1 |
| Кантователь | 1976 |
|
SU599873A2 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Устройство для передачи изделий | 1980 |
|
SU937324A1 |