Применение в современных п юкатных станах комои.нированных ножниц, пронзвсдян;их одновременно правку н резку, известно.
О н-1сываемый агрегат отличается от схчнествуюшнх тем, что д.тя автоматнзации работы по рихтовке н резке металла .1ьзуются э.лектропереключателн, я также электромагниты н cHeiuia.iijiioe NXTjioiiство для мерной резки иолос.
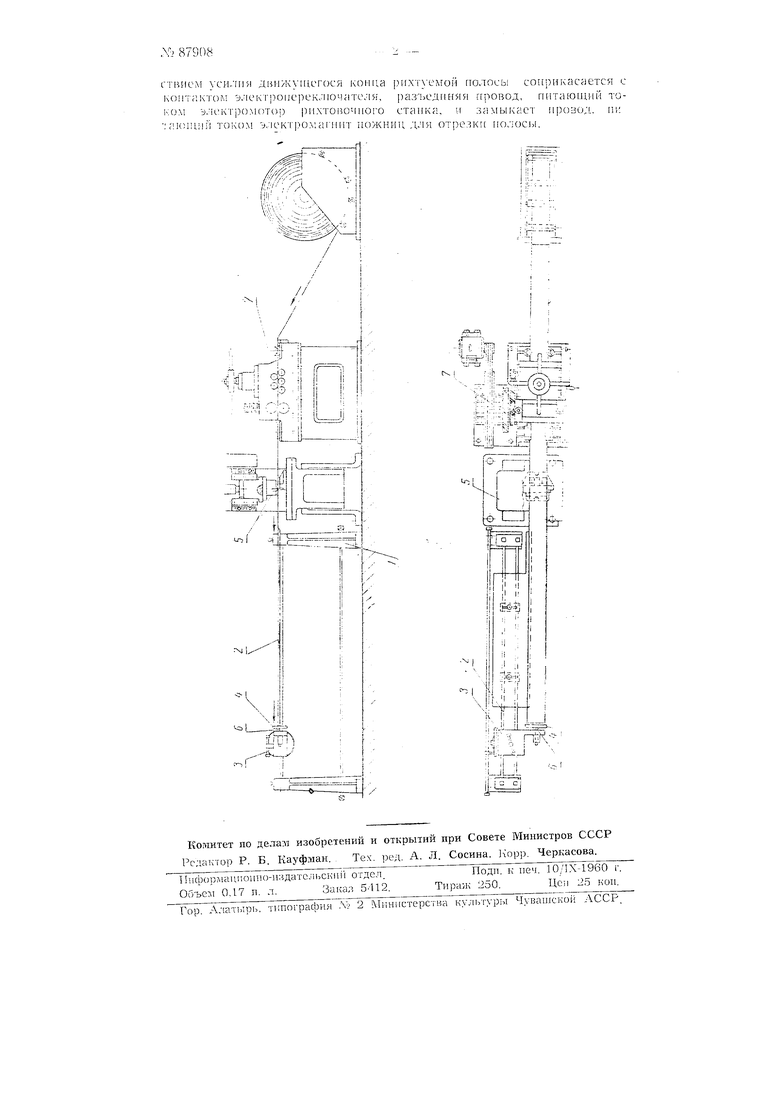
На чертеже изображен автоматический рнхтова.1ы;о-отрсз11ой агрегат для резкн рулонного метал.та на полос1 1 заданной д., cocTOHHiiif: из станниы 1 с направ.тяюнщмн 2. по KOTOpi iM нередвнгается каретка 3 с ynopHoii иайбой 4, устав.тнвающаяся от ножниц 5 иа расетоянин, соответств ющем заданной д.чине рихтхсмой полосы. В iiopiioii И1айбе 4 нрименен ступенчатый штырь 6 с npy/KiiHoii, не показашюГ на че ттеже. Штырь 6 соединен с коитакто : э.чектронереключаге.чя, который также не показан на чертеже.
Полоса, тм пиедшая из рихтовоч}1О11 маишны 7, ироходнт между ножами 5 и концом унирается в онорную шайбу 4, ступеичать;г штырь 6 соединяется контактом э.тсктронереключатсмя, которьп, раз.мыкая провод, питающий током э.ектромотор рнхтовочного , за.мыкает провод нитаюии1х электромагнит ножниц. В этот момент ножницы отрезают нолосу. По.тоса падает вниз, а шайба иод действием нружннки иервоиачальное положение н через контакты раз.мыкает нровод, питаюшиГ э.чектромагннт ножниц, и зa ыкaeт нровод, нитаюшш электромотор рихтова. станка для нодгии но.чосы.
Пред м ет н з о б р е т е н и я
1.Автоматический рихтова.чьно-отрезной агрегат д.тя резки рулонного металла на нолосы заданной длины, о т л и ч а ю ш и и с я тем, что, с целью отрезки мерных полос, нр 1меиено устройство, состоящее из станины с направляющими, по которым нередвигается каретка с норной шайбой, устанавлшзаюндаяся от ножниц на расстоя1П 11, соответствуюшем заданной д.тинс рихтуемой полосы.
2.Устройство по н. 1. о т л и ч а ю ш е е ся тем, что д.тя автоматизации пуска и работы рнхтовочного станка н 1юж11нц, в упорной найбе подвижной ст ненчатый иггырь с нружшюй, под 
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| Стан для изготовления емкостей | 1969 |
|
SU295347A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Агрегат для нанесения сернистого натра на бахтарму шкур и их пролежки | 1959 |
|
SU127786A1 |
| Способ изготовления спиральношовных толстостенных гофрированных труб | 1991 |
|
SU1811933A1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Тормозное приспособление для натяжения проволоки с постоянным усилием при производстве канатов | 1930 |
|
SU23174A1 |