Изобретение относится к области обработки металлов давлением, в частности к специальным видам устройств для формовки с местным нагревом за счет сил трения.
Известно устройство для термофрикционной формовки иэделий из прутковой заготовки, содержащее механизм зажима заготовки и деформирующий инструмент с рабочей полостью 1.
Известное устройство не обеспечивает отделение отформованного изделия от исходной заготовки после окончания процесса формовки.
Целью изобретения является получение штучных изделий из исходной заготовки.
Поставленная цепь достигается тем, что в устройстве для. термофрикционной формовки изделий, содержащем механизм аажима заготовки и деформирующий инструмент с рабочей полостью, па внутренней поверхности деформирующего инструмента выполнен паз для заклинивания материала заготовки.
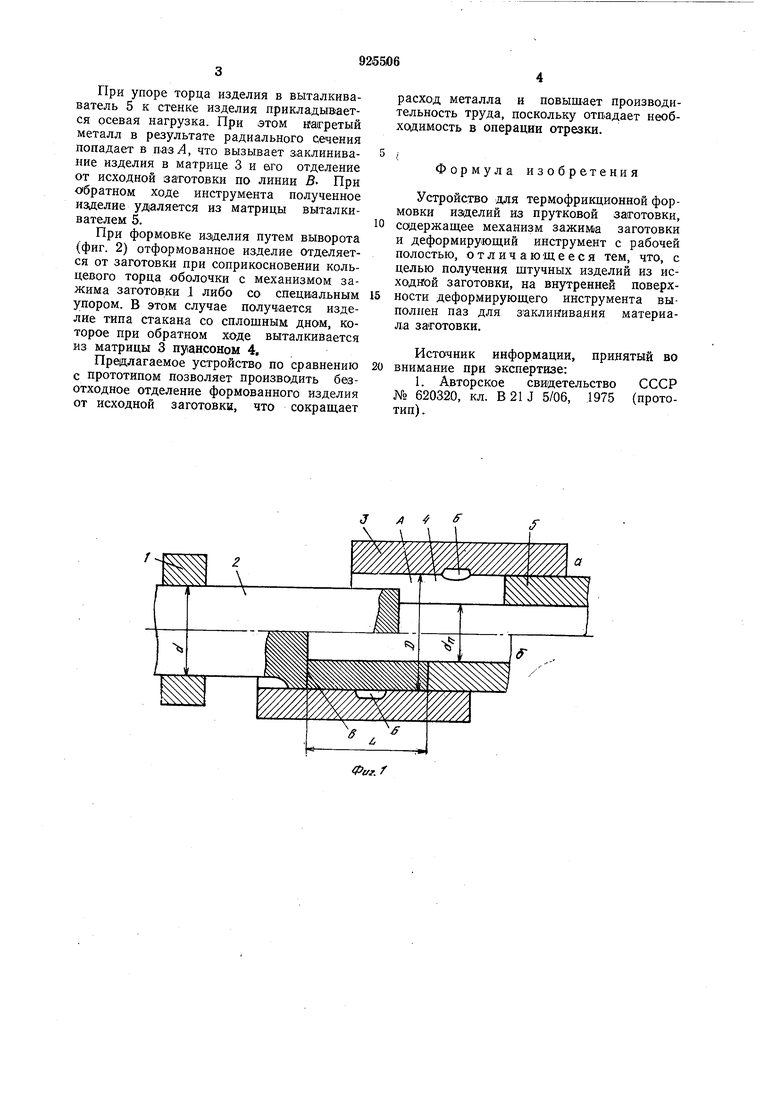
На фиг. 1а изображено устройство в исходном положении; ра фиг. 16 - момент окончания формовки путем прощивки; па фиг. 2а - исходное состояние устройства; на фиг. 26 - в момент окончания формовки оболочки путем выворота.
Устройство содержит механизм зажима 1 заготовки 2 диаметром d и составной деформирующий инструмент, состоящий из матрицы 3, пуансона 4 и выталкивателя 5. Со стороны боковой поверхносгги полости Л пуансона в матрице 3 выполнен паз Б, создающий тормозящее усилие. Пазы могут быть любой формы: глухие, сквозные или в виде кольцевой проточки.
Прутковая заготовка 2 закреплена в
10 механизме зажима 1. Ее свобо дный конец помещен в полость А матрицы 3 (фиг. 1а).
Устройство работает следующим образом.
15
Заготовке 2 сообщают вращ ательное движение с определенной скоростью & н к ее торцу посредством пуансона 4 прикладывают осевую р|абочую нагрузку Р, в результате чего на контактной поверхно20сти возникает трение, тепловая энергия которого приводит к нагреву заготовки до ковочной температуры.
Под действием осевого усилия пуансон
25 4 внедряется в заготовку, в результате чего осуществляется ее прощивка с раздачей. При этом происходит калибровка наружной поверхности изделия внутренней поверхностью, ограничивающей рабочую полость матрицы 3.
30
При упоре торца изделия в выталкиваватель 5 к стенке изделия прикладывается осевая нагрузка. При этом нагретый металл в результате радиального сечения попадает в паз Л, что вызывает ааклинивание изделия в матрице 3 и его отделение от исходной заготовки по линии 5. При обратном ходе инструмента полученное изделие удаляется из матрицы выталкивателем 5.
При формовке изделия путем выворота (фиг. 2) отформованное изделие отделяется от заготовки при соприкосновении кольцевого торца оболочки с механизмом зажима заготовки .1 либо со специальным упором. В этом случае получается изделие типа стакана со сплошным дном, которое при обратном ходе выталкивается из матрицы 3 пуансоном 4.
Предлагаемое устройство по сравнению с прототипом позволяет производить безотходное отделение формованного изделия от исходной заготовки, что сокращает
расход металла и повыш ает производительность труда, поскольку отпадает необходимость в операции отрезки.
Формула изобретения
Устройство для термофрикционной формовки из(делий из прутковой заготовки, содержащее механизм зажим1а заготовки и деформирующий инструмент с рабочей полостью, отличающееся тем, что, с целью получения штучных изделий из исходн-ой заготовки, на внутренней поверхности деформирующего инструмента выполнен паз для заклинивания материала заготовки.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 620320, кл. В 21 J 5/06, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Способ изготовления изделий | 1978 |
|
SU749524A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Устройство для термофрикционной формовки изделий | 1986 |
|
SU1375393A1 |
| Способ формовки деталей | 1977 |
|
SU733833A1 |
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| Способ термофрикционной штамповки | 1979 |
|
SU880594A1 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| Устройство для изготовления деталей термофрикционной штамповкой | 1979 |
|
SU880595A1 |

Ы
