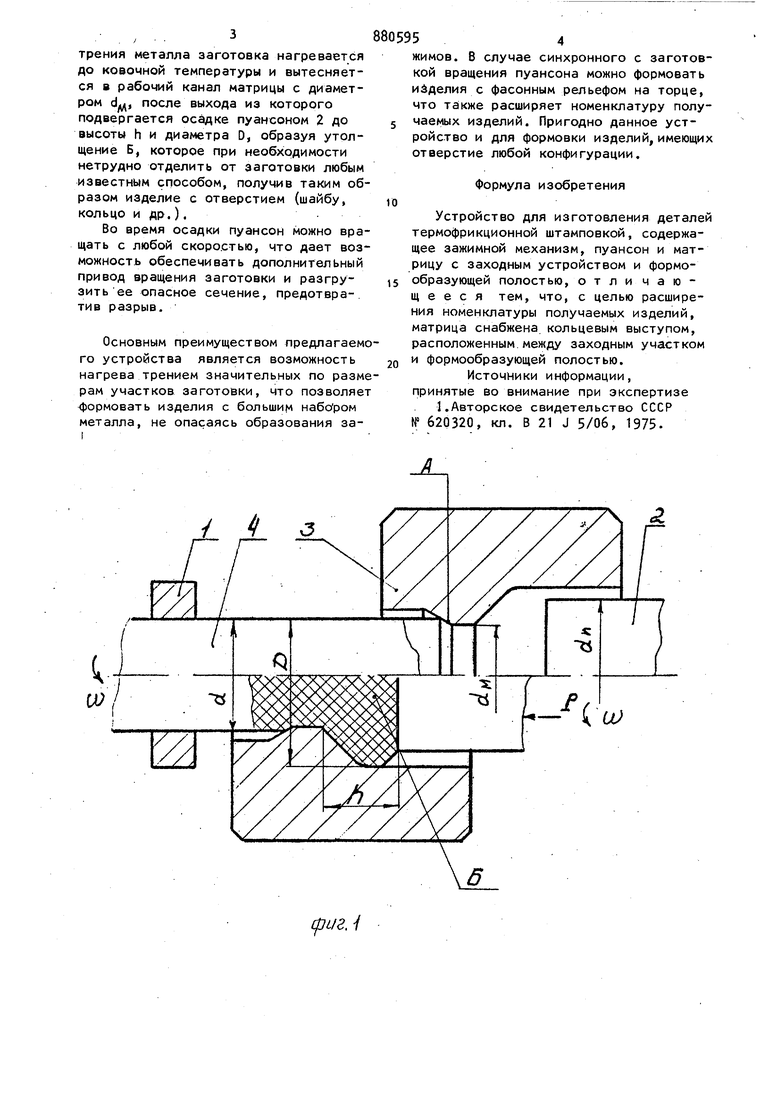
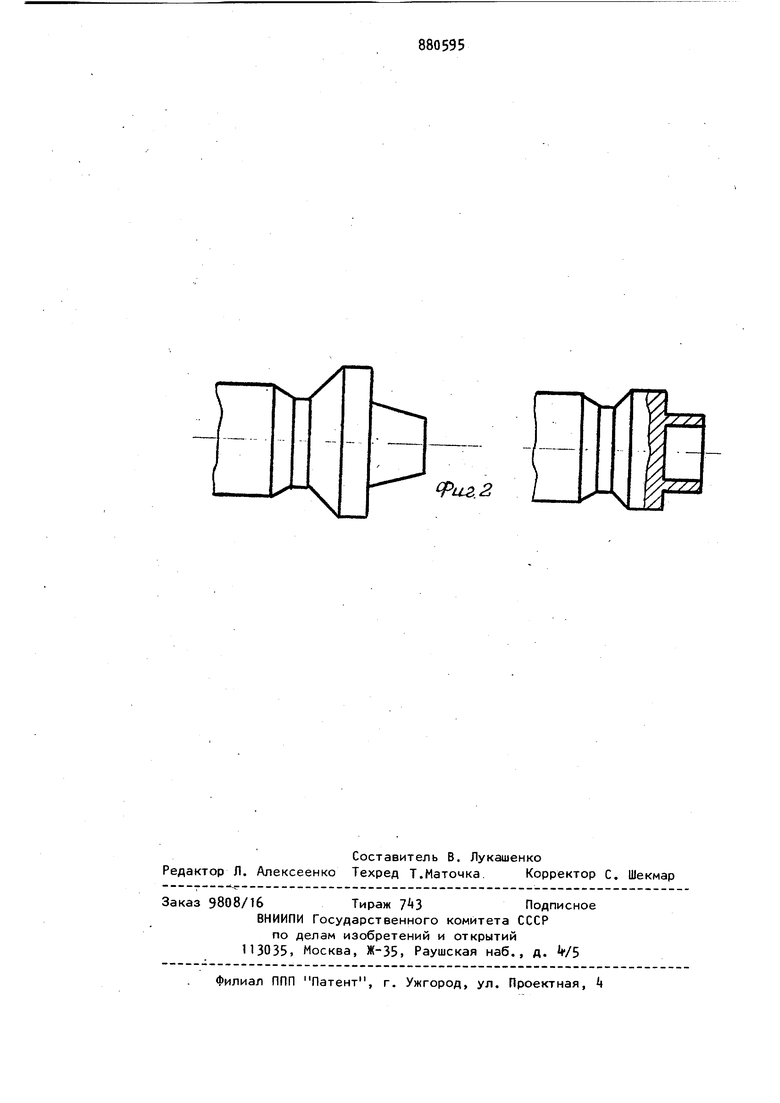
(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ Изобретение относится -к обработке металлов давлением, в частности, к специальным видам устройств для штамповки с нагревом заготовки за счет си трения и может найти применение в куз нечном прессовом производстве в металлургической и машиностроительной отраслях промышленности, i Известно устройство для изготовления деталей термофрикционной штамповкой,, содержащее зажимной механизм пуансон и матрицу с заходным участком и формообразующей полостью l. Однако это устройство не обеспечивает набора металла и формовку дета лей с утолщениями. Цель изобретения - расширение номенклатуры получаемых изделий. Поставленная цель достигается тем что в устройстве для изготовления деталей термофрикционной штамповкой, содержащем зажимной механизм, пуансон и матрицу с заходным участком и формообразующей полостью, матрица ТЕРМОФРИКЦИОННОЙ ШТАМПОВКОЙ снабжена кольцевым выступом, расположенным между заходным участком и формообразующей полостью. На фиг. 1 показано устройство в исходном положении и в момент окончания формовки изделия, продольный разрез; на фиг, 2 - образцы деталей,полученных с помощью устройства для термофрикционной штамповки. Устройство содержит зажимной механизм 1, пуансон 2 с диаметром d,установленный на подшипниках, и матрицу 3, калибрующий участок А, который образован кольцевым выступом, расположен соосно с пуанроном 2 и имеет рабочий канал с диаметром d,меньшим диаметра d заготовки k, Заготовку t закрепляют в зажимном механизме 1, Заготовке k сообщают вращательное движение с определенной угловой скоростью In) и к ее торцу посредством матрицы 3 прикладывают .осевую нагрузку Р, в результате чего за счет сил
трения металла заготовка нагревается до ковочной температуры и вытесняется в рабочий канал матрицы с диаметром d, после выхода из которого подвергается осадке пуансоном 2 до высоты h и диаметра D, образуя утолщение Б, которое при необходимости нетрудно отделить от заготовки любым известным способом, получив таким образом изделие с отверстием (шайбу, кольцо и др.).
Во время осадки пуансон можно вращать с любой скоростью, что дает возможность обеспечивать дополнительный привод вращения заготовки и разгрузить ее опасное сечение, предотвратив разрыв.
Основным преимуществом предлагаемого устройства является возможность нагрева трением значительных по размерам участков заготовки, что позволяет 4j)opMOBaTb изделия с большим набором металла, не опасаясь образования зажимов. В случае синхронного с заготовкой вращения пуансона можно формовать изделия с фасонным рельефом на торце, что также расширяет номенклатуру получаемых изделий. Пригодно данное устройство и для формовки изделий, имеющих отверстие любой конфигурации.
Формула изобретения
Устройство для изготовления деталей термофрикционной штамповкой, содержащее зажимной механизм, пуансон и матрицу с заходным устройством и формообразующей полостью, отличающееся тем, что, с целью расширения номенклатуры получаемых изделий, матрица снабжена кольцевым выступом, расположенным.между заходным участком и формообразующей полостью.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 620320, кл. В 21 J 5/06, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термофрикционной штамповки | 1979 |
|
SU880594A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| Способ термофрикционной формовки полых деталей | 1980 |
|
SU963665A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ формовки полых деталей | 1978 |
|
SU893372A1 |
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
(риг. У
и.2
