113
Изобретение относится к литейному производству, в частности к литейной оснастке для изготовления стержней и форм вакуумно-пленочной формовкой (ВПФ).
Цель изобретения - повьшение прочности крупногабаритных стержней.
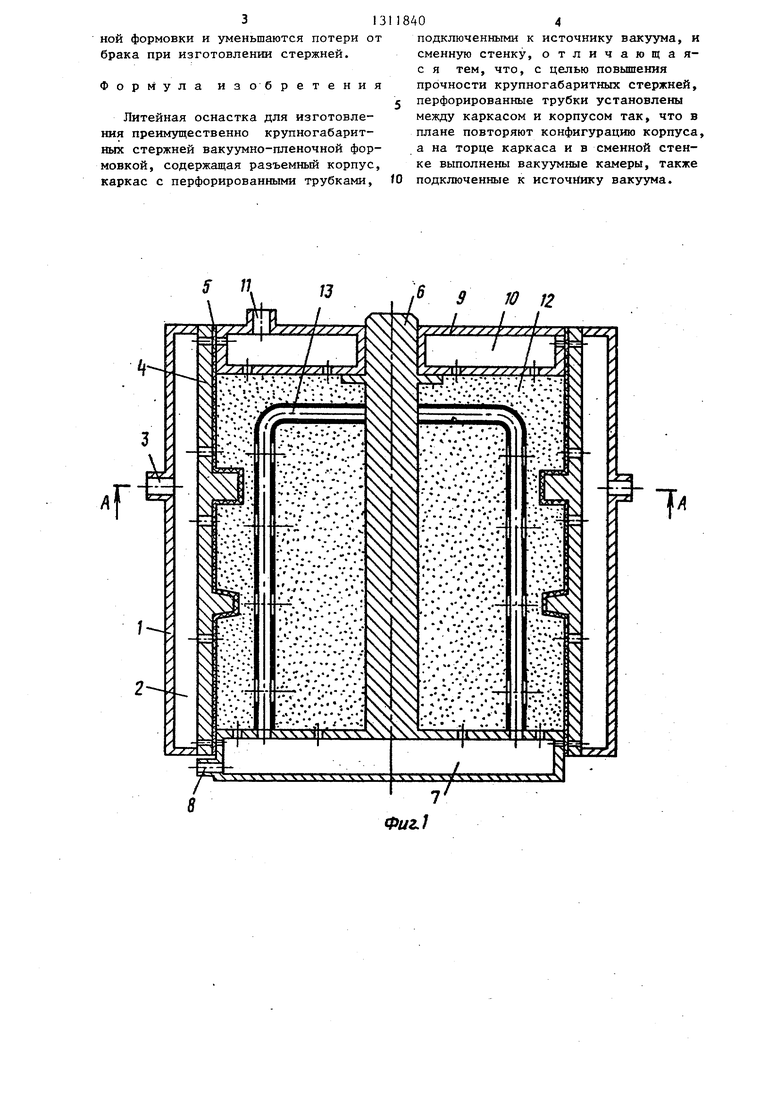
На фиг.1 изображена литейная оснастка, общий видJразрез5 на фиг.2 - разрез А-А на фиг.1; на фиг.З - форма в сборе, разрез.
Литейная оснастка дпя изготовления крупногабаритных стержней вакуумно-пленочной формовкой содержит разъемный корпус 1 с вакуумной камерой 2, штуцером 3 для откачки воздуха и моделью 4, обтянутой синтетической пленкой 5. В плоскости разъема корпуса, по центральной его оси, установлен каркас 6, на торце которого расположена вакуумная камера 7 со штуцером 8 для откачки воздуха. На другом торце каркаса установлена сменная стенка 9 с вакуумной камерой 10 и штуцером 11 для откачки воздуха Пространство между синтетической пленкой 5, каркасом 6 и сменной стенкой 9 заполнено сухим формовочным материалом без связующего 12. В полости с сухим формовочным материалом между каркасом и корпусом, на незначительном удалении от синтетической пленки расположены перфорированные трубки 13, установленные на каркасе и подключенные через вакуумную камеру 7 к источнику вакуума.
Стержень устанавливается в форму с основанием 14, половинками 15, каналом 16 под вакуум-провод, выпором, литниковой системой. Позицией 17
обозначена отливка. I
Работа оснастки осуществляется следующим образом. ,
Половинки разъемного корпуса 1 с моделью 4 обтягиваются синтетической пленкой 5 за счет отсасывания воздуха через отверстия в модели при подключении вакуумной камеры 2 к источнику вакуума через щтуцер 3. Половинки корпуса смыкаются на. каркасе 6. Полость между синтетической пленкой 5 и каркасом 6 заполняется сухим формовочным материалом без связующего 12. Производится уплотнение формовочного материала, например, вибрацией. На каркас 6 устанавливается сменная стенка 9. Перфорированные трубки 13, вакуумные камеры 7 и 10 через штуце5
8402
ры 8 и 11 подключаются к источнику вакуума, формовочный материал уплотняется. Вакуумная камера 2 соединя;ет- ся с атмосферой, половинки корпуса. размыкаются,, стержень извлекается из оснастки.
При изготовлении крупногабаритьгых изделий диаметром порядка 1-2 м стержень, как правило, устанавливается вертикально, и базирование его относительно литейной формы происходит на основании 14. Такой способ уста- новки стержня возможен при литье по формам, изготовленным ВПФ. Штуцеры В и 10 расположены на знаковых частях стержня, выполненных в виде вакуумных камер 7 и 10 следовательно, в данной конструкции их можно вынести за пределы литейной формы. 0 Литейная форма, состоящая из двух половинок 15, внутренняя полость которых является формообразующей, установлена на основании 14. Когда половинки 15 находятся в разомкнутом состоянии, на основании 14 устанавливается стержень и фиксируется в заданном пoлoжe ши. Вакуум-провод к щтуце- .ру 8 может быть уложен в основание 14, где выполнен канал 16 для его ук- ладки, или непосредственно вмонтирован в основание. После установки стержня на основании половинки формы 15 смыкаются. Причем нижняя часть литейной формы смыкается не по всей 5 боковой поверхности вакуумной камеры 7 каркаса 6, а лишь по верхней ее части, так что штуцер 8 остается снаружи формы. Штуцер 11 не затенен другими устройствами и доступ к нем:; свободен, т.е. штуцер 11, находящийся на знаковой части стержня (вакуумной камере 10), расположен так, что находится за пределами литейной формы, а для подключения штуцера 8 к вакуумной системе в основании 14, например, имеется канал для размещения вакуум-провода.
Б предложенном устройстве вакуумJQ ные камеры каркаса и сменной стенки,
а также расположение перфорированных
трубок, повторяющих в плане конфирурацию корпуса, позволяют производить
отсос воздуха непосредственно у форг мообразующей поверхности стержня,
что значительно увеличивает его прочность.
Кроме того, расширяются технологические возможности вакуумно-пленоч313
ной формовки и уменьшаются потери от брака при изготовлении стержней.
Формула из об р е т е н и я
Литейная оснастка для изготовления преимущественно крупногабаритных стержней вакуумно-пленочной формовкой, содержащая разъемный корпус, каркас с перфорированными трубками.
118404
подключенными к источнику вакуума, и сменную стенку, отличающая- с я тем, что, с целью повышения прочности крупногабаритных стержней, с перфорированные трубки установлены между каркасом и корпусом так, что в плане повторяют конфигурацию корпуса а на торце каркаса и в сменной стенке выполнены вакуумные камеры, также
fO подключенные к источнику вакуума.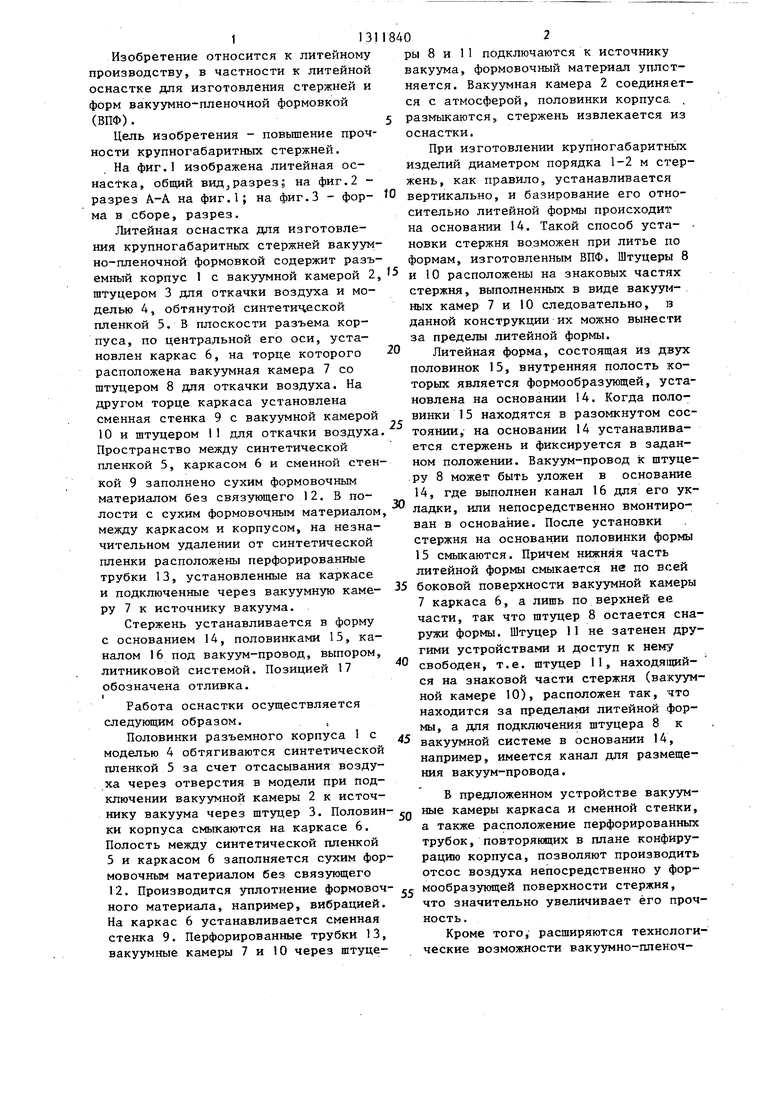
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Литейная форма | 1983 |
|
SU1186357A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Оснастка для вакуумной формовки | 1982 |
|
SU1030090A1 |
Изобретение относится к литейной оснастке для изготовления крупногабаритных стержней вакуумно-штеноч- ной формовкой. Целью изобретения является повьшение прочности крупногабаритных стержней. Оснастка содержит разъемный корпус, каркас с перфорированными трубками, подключенными к источнику вакуума, и сменную стенку. Новым в оснастке является установка перфорированных трубок между каркасом и корпусом. Перфорированные трубки установлены так, что в плане повторяют конфигурацию корпуса. На торце каркаса и в сменной стенке выполнены вакуумные камеры, подключенные к источнику вакуума. Такое решение позволяет производить отсос воздуха непосредственно у формообразующей поверхности стержня, что увеличивает его прочность. 3 ил. I (Л
Л /2
1JA
Фиг.
13
Редактор А.Козориз
Составитель В.Сазонов
Техред Н.Глущенко Корректор Л, Пат аи
Заказ 1918/П Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий. 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полигрс1фическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Литейная оснастика | 1975 |
|
SU534291A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
