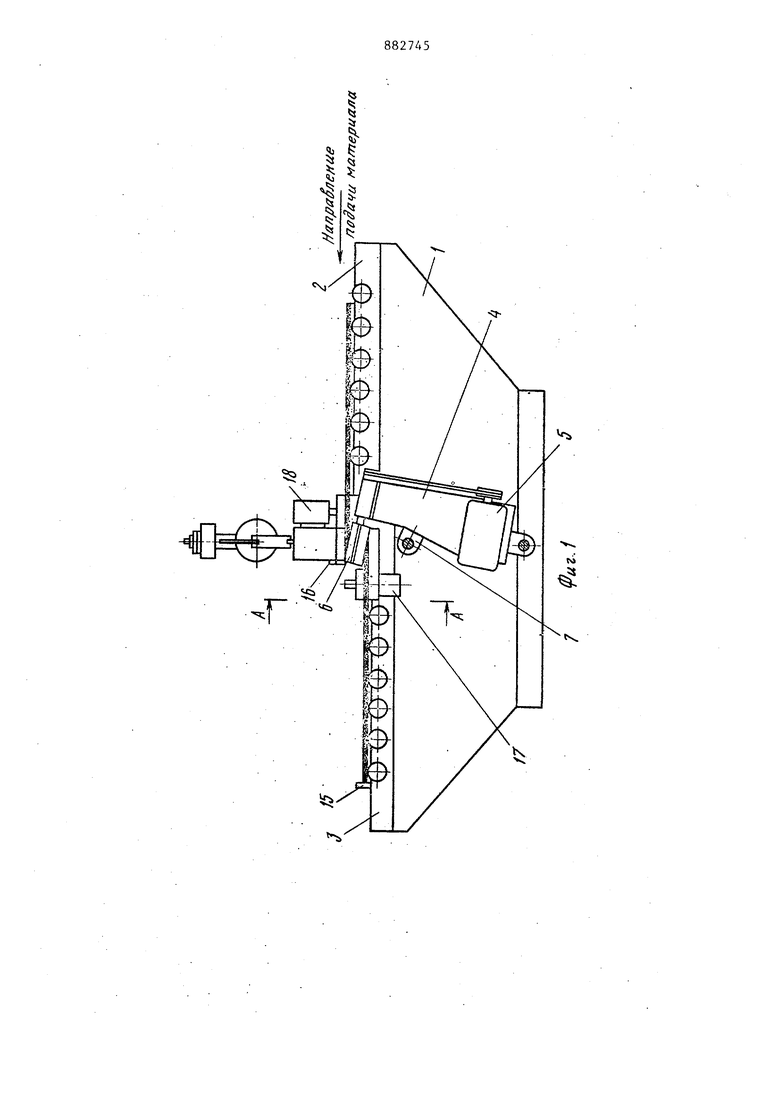
Изобретение относится к оборудова нию для производства фанеры и может быть использовано в дереиообрабаты- вающей промышленности. Известно оборудование для усовани и склеивания шюна или фанеры, состо щее из устройств для усования матери ла, нанесения клея и прессования Cl Известен также усовочно-клеильный станок, включающий механизм резания в виде пильной головки с помо1дью которого образуется ус одновременно на двух листах обрабатьгеаемого материала в месте их нахлестки, транспор терами, вьшолненными на разных уровнях с подвижными упорами, клеенаносящим устройством в виде шпателя или шприца и прессующим устройством с обогреваемыми плитами Г23, Недостатком известных станков является низкое качество среза и прочность усового соединения. Цель изобретения - повышение качества среза и прочности усового соединения. Это достигается тем, что механизм резания выполнен в виде фрезерной головки с ножами и подпружиненных планок, в которых выполнены отверстия для выхода ножей, причем подпружиненные планки установлены по обе стороны фрезерной головки. На фиг. 1 изображен усовочно-клеильный станок, общий вид; на фиг. 2 разрез А-А на фиг. 1. Усовочно-клеильный станок включает станину 1, на которой смонтированы приводные подающий 2 и приемный 3 транспортеры, подвижная каретка 4 с электродвигателем 5 привода фрезерной головки 6, выполненная с возможностью перемещения по направляющим 7 индивидуально. Над и под фрезерной головкой 6 расположены подпружиненные планки 8,
По обе стороны головки 6 размещен механизм 9 нанесения клея, который может быть выполнен в :виде валика, шпателя, шприца и т.п.
Станок оснащен обогреваемыми плитами - неподвижной нижней О и подвижной верхней 11, к которым осуществляют прижим материала подпружиненными планками 8 при фрезеровании. Подвижная плита 11 укреплена на траверсе 12, которая вьшолнена с возможностью движения вверх и вниз при помощи пневмопривода 13 через рычажньш механизм 14. Упоры 15 и 16 служат для фиксации требуемого взаимного располо- is
жения по длине листов сращиваемого материала.
Цилиндры 17 и 18 служат для прижима материала соответственно к нижней 10 и верхней 11 плитам.
Станок работает следующим образом.
При расположении подвижной плиты 11 в крайнем верхнем положении листы материала поочередно поступают на подающий транспортер 2. Первый лист, двигаясь по нему, переходит на приемный транспортер 3 и останавливается упором 15. После этого опускается упор 16, укрепленный на плите 1J, который останавливает второй лист, движущимися по подающему транспортеру 2. При этом благодаря взаимному расположению упоров 15 и J 6 и вьшолнению на разных уровнях по высоте транс портеров 2 и 3 задняя кромка первого листа и передняя кромка второго листа располагаются на станке с требуемой нахлесткой в зоне между плитами J О и 11. Затем оба листа зажимаются цилиндрами J 7 и 18 и приводится в движение каретка 4 с фрезерной головкой 6, которая образует ус одновременно на обоих кромках листов. Причем направление резания одинаково в обоих обрабатываемых листах. При этом подпружиненные планки 8 прижш ают обра атываемые кромки листов к базовым
поверхностям плит 10 и 11, что особенно необходимо при обработке тонких материалов, имеющих, например, гофр по кромке. При движении каретки 4 клеенаносящим механизмом 9, расположенным после фрезерной головки 6 на полученную поверхность уса наносится клей. Благодаря отсутствию влияния направлений движения каретки 4 и вращения головки 6, на качество уса, на верхнем или нижнем листах, ход каретки 4 в обе стороны является рабочим. При этом клей наносится клеенанося1цим механизмом 9. После
ние включается пневмопривод J3, который через рычажный механизм 14 опусгкает плиту .1.1, смыкает листы в месте их усового соединения и сообщает требуемое давление для его оклеивания.
По истечении времени вьщержки плита J1 поднимается в крайнее верхнее положение, склеенный лист удаляется и затем цикл повторяется вновь.
Формула изобретения
Усовочно-клеильный станок, включающий расположенные со смеще1шем по высоте подающий и приемный транспор теры, механизмы резания и нанесения клея и механизм прессова1шя с обогреваемьми плитами, отличающийприхода каретки 4 в крайнее положес я тем, что, с целью повьппения качества среза и прочности усового соединения, механизм резания выполнен в виде фрезерной головки с ножами и подпружиненных планок, в которых вь|полнены отверстия для выхода ножей, причем подоружиненные планки установлены по обе стороны фрезерной головки. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1528123, кл. В 27 F 1/00, 1976. 2.Авторское свидетельство СССР К 703326, кл. В 27 D 5/00, 1978. (прртотип ).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Усовочно-клеильный станок | 1978 |
|
SU703326A1 |
| Усовочно-клеильный станок | 1987 |
|
SU1477539A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Линия изготовления древесного слоистого материала | 1981 |
|
SU935278A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ УПРОЧНЕНИЯ КРОМОКщитовых ДЕТАЛЕЙ | 1973 |
|
SU379386A1 |
| Строгально-формирующий станок | 1980 |
|
SU895658A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛИТ ИЗ ВСПЕНЕННОГО МАТЕРИАЛА | 2008 |
|
RU2388580C2 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |