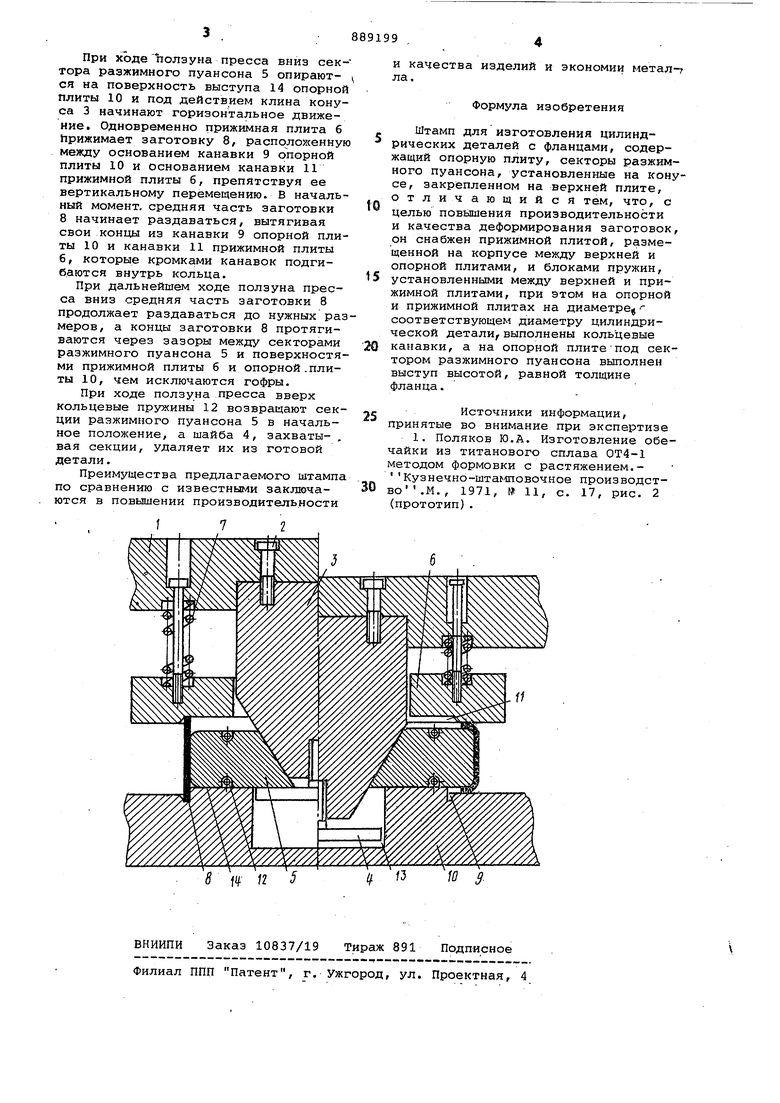
Изобретение относится к обработке металлов давлением и может быть использовано в штампах для отбортов ки фланцев. Известен штамп для изготовления цилиндрических деталей с фланцами содержащий опорную плиту, секторы разжимного пуансона, установленные на конусе, закрепленном на верхней плите 1. Недостатком штампа является то, что во время деформирования на флан цах образуются гофры, что,в конечном счете, значительно снижает производительность . Целью изобретения является повышение производительности и качества деформирования заготовок. Поставленная цель достигается те что штамп для изготовления цилиндри ческих деталей с фланцами, содержащий опорную плиту, секторы разхшмного пуансона, установленные на кон се, закрепленном на верхней плите. снабжен прижимной плитой, размещенной на конусе между верхней и опорн плитами, и блоками пружин, установленными между верхней и прижимной плитами, при-ЭТОМ на опорной и приж ной плитах на уровне,соответствующе диаметру цилиндрической детали,выполнены кольцевые канавки, на опорной плите под секторами разжимного пуансона выполнен выступ высотой, равной толщине фланца. Па чертеже представлен предлагаемый штамп. Штамп содержит укрепленный к верхней плите 1 винтами 2 конус 3, к которому крепится шайба А, удерживающая секторы разжимного пуансона 5. На конусе 3 установлена прижимная плита б, подпружиненная пружинами 7, установленными в плите, ползуна. Заготовка 8 установлена в канавке Э нижней плиты 10, другим концом в канавке 11 прижимной плиты 6. Секторы разжимного пуансона 5 снабжены кольцевыми пружинами 12, служащими для возврата секторов разжимного пуансона 5 в исходное положение. В опорной плите 10 выполнено отверстие 13 для размещения хвостовика конуса 3 с шайбой 4, а под секторами разжимного пуансона 5, находящимися в начальном положении на нижней плите 10/ выполнен выступ 14 высотой, соответствующей толщине фланца заготовки 8 . Работает штампследующим образом
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки деталей с отверстием | 1980 |
|
SU884791A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1279711A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для правки-калибровкиКОльцЕВыХ дЕТАлЕй | 1979 |
|
SU841701A1 |
| Штамп | 1978 |
|
SU738719A1 |
| Штамп для раздачи конических заготовок | 1978 |
|
SU735357A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
