(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Станок для сборки трубчатых секций теплообменников | 1977 |
|
SU656707A1 |
| Станок для сборки пластинчатых теплообменников | 1976 |
|
SU590128A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Станок для сборки и закатки полых цилиндрических изделий | 1976 |
|
SU724251A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |

I
Изобретение относится к механосборочному производству, в частности к устройствам при сборке теплообменников.
Известно устройство для подачи длинномерных изделий при сборке теплообменников, содержащее смонтированные на станине подающий механизм и приводную каретку, размещенную на направляющих 1.
Однако данное устройство сложно по конструкции и не обеспечивает цикличной подачи длинномерных изделий к станкам с цикличным режимом работы.
Цель изобретения - обеспечение цикличности подачи изделия.
Поставленная цель достигается тем, что устройство дли подачи длинномерных изделий при сборке теплообменников, содержащее монтированные на станине подающей механизм и приводную каретку, размещенную на направляющих, снабжено расположенными на каретке подпружиненными в противоположных направлениях щтангами с захватами на одних концах и роликами на других, а также двусторонними дополнительными направляющими, расположенньши параллельно основным направляющим, и откидными подпружиненными склизами.
щарнирно закрепленными на двусторонних дополнительных направляющих и поочередно взаимодействующими с роликами щтанг, контактирующими соответственно с двусторонними дополнительными направляющими, при этом захваты щтанг расположены один над другим.
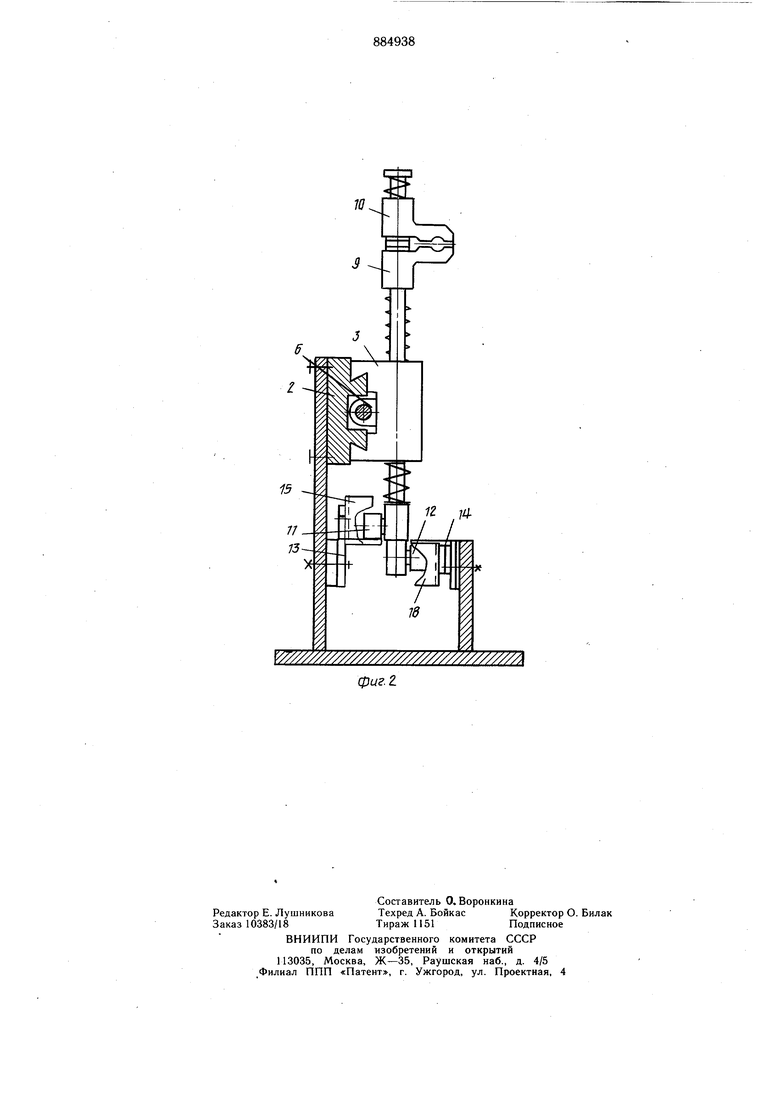
На фиг. I изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит станину 1 с направляющими 2, на которых расположена каретка 3. На станине 1 установлен при10вод 4 с винтом 5 для перемещения каретки 3 посредством установленной на ней гайки 6. В каретке 3 размещены щтанги 7 и 8, верхние концы которых имеют захваты 9 и 10, а на нижних закреплены ролики 11 15 и 12. На станине 1 установлены двусторонние дополнительные направляющие 13 и 14, по которым двигаются ролики 11 и 12 щтанг 7 и 8. Направляющая 13 снабжена склизом 15, который пружиной 16 прижат к упору 17, а направляющая 14 снабжена склизом 18, который пружиной 19 прижат к упо20ру 20. На штанге 7 установлены пружины 21 и 22, а на штанге 8 - пружины 23 и 24. Пружины 21 н 22 зафиксированы на штанre 7 выступами 25 и 26, а пружины 23 и 24, зафиксированы на штанге 8 выступами 27 и 28. Устройство снабжено концевыми датчиками 29 и 30. Пунктиром обозначено исходное положение каретки 3.
Устройство работает следующим образом.
При включении привода 4 начинает вращаться винт 5, который взаимодействует с гайкой 6 каретки 3. Каретка 3 из исходного положения перемещается по направляющим 2 вместе со щтангами 7 и 8. При этом ролики 11 и 12 наезжают на склизы 15 и 18 и ролик 11 поднимается по наклонной поверхности склиза 15 на верхнюю плоскость направляющей 13, а ролик 12 опускается по наклонной поверхности склиза 18 на нижнюю поверхность направляющей 14.
При этом штанги 7 и 8 перемещаются, а захваты 9 и 10, связанные со штангами смыкаются, захватывают изделие (не показано) и с усилием, определяемым пружинами 22 и 23, перемещают его. Перемещение изделия сомкнутыми захватами продолжается до тех пор, пока ролики 11 и 12 дойдут до конца направляющих 13 и 14. Дойдя до конца направляющей 13, щтанга 7, потеряв опору, под действием пружины 21 перемещается вниз, а штанга 8 под действием пружины 24 перемещается вверх. Захваты 9 и 10 при этом разжимаются и освобождают изделие, а ролики 11 и 12 меняются местами по отнощению к плоскости направляющих 13 и 14.
После расцепления захватов с концом изделия устройство может работать как доталкиватель и досылает изделия в нужном направлении заподлицо в гнездо.
При подходе каретки 3 к датчику 30 он срабатывает и реверсирует привод 4, винт 5 изменяет направление вращения на противоположное и каретка 3 вместе со штангами 7 и 8 и захватами 9 и 10 возвращается в исходное положение.
При обратном .ходе ролики 11 и 12 отклоняют склизы 15 и 20, которые после прохода роликов возвращаются в исходное положение пружинами 16 и 19.
Обратный ход каретки осуществляется до датчика 29, который переключает привод 4 на прямой ход, после -чего цикл работы повторяется.
Устройство обеспечивает цикличность подачи длинномерных изделий, повышает производительность труда и позволяет автоматизировать технологический процесс сборки.
Формула изобретения
Устройство для подачи длинномерных изделий при сборке теплообменников, содержащее смонтированные на станине подающий механизм и приводную каретку, размещенную на направляющих, отличающееся тем, что, с целью обеспечения цикличности
подачи изделия, оно снабжено расположенными на каретке подпружиненными в противоположных направлениях штангами с захватами на одних концах и роликами на других, а также двусторонними дополнительными направляющими, расположенными параллельно основным направляющим, и откидными подпружиненными склизами, шарнирно закрепленными на двусторонних дополнительных направляющих и поочередно взаимодействующими с роликами щтанг,
контактирующими соответственно с двусторонними дополнительными направляющими, при этом захваты щтанг расположены один над другим.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 656707, кл. В 21 D 39/06, 1977 (прототип).
15
V/7///////////////////////////// фиг. 2.
