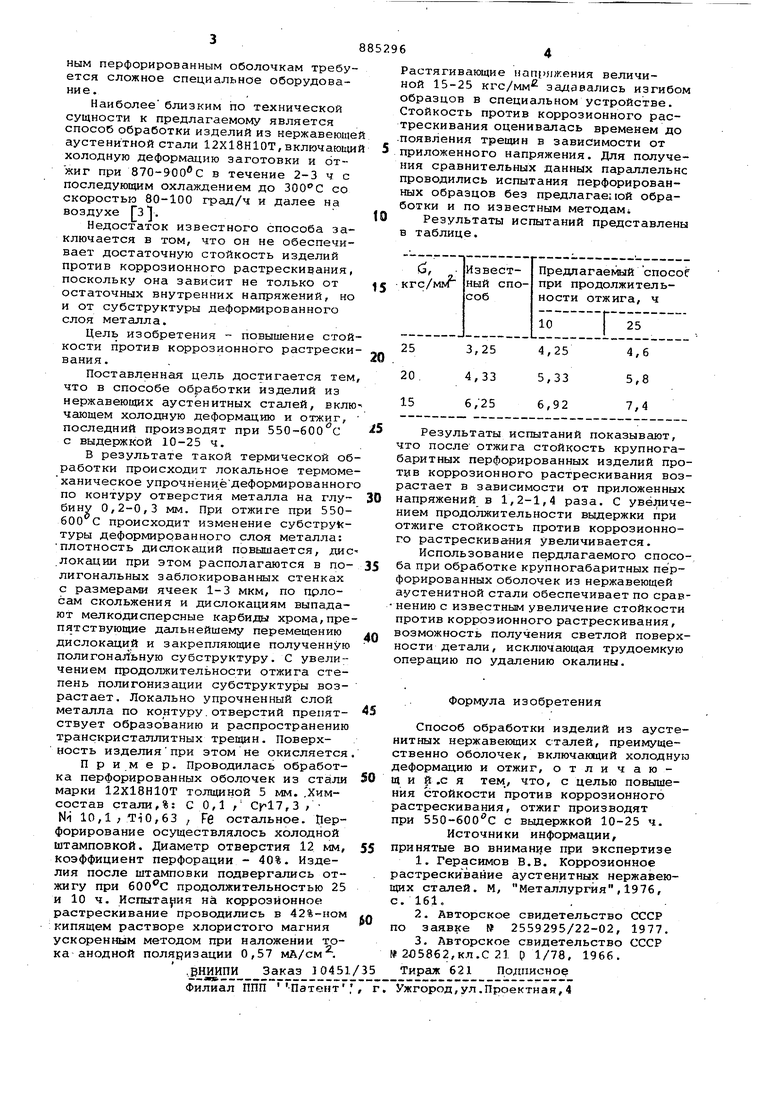
(54 СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ Изобретение относится к машино строению, преимущественно 3 ;имическому/ и можетбыть использовано при термической обработке изделий, напри мер, перфорированных оболочек, из коррозионностойкой стали с метастабильным аустенитом, работающих под напряжением в агрессивных средах,. При изготовлении перфораций в обо лочках методом холодной штамповки в изделиях.возникают остаточные растягивающие напряжения, приводящие при их эксплуатации к преждевременному выходу из строя за счет коррозионног растрескивания. Особенно велика лока лизация остаточных растягивающих напряжений вблизи отверстий, где она может достигать величины более 20 кгс/мм. Кроме того, в процессе холодной штамповки сталей с нестабильным аустенитом (например стали 12Х18Н10.Т) по контуру отверстий образуется квазимартенсит деформации, который по своему объему превышает объем исходной аустенитной матрицы, вносит напряжения, имеющие растягив ющую компоненту и усиливает тем локальнуй напряженность вблизи отверстия, что ухудшает стойкость про тив коррозиоиного растрескивания. Известен способ терг-шческой обработки для снятия остаточных напряжений в аустенитных сталях с метастабильным аустенитом, заключающийся в закалке в воду с температур 10501100 С 1. Однако при закалке деталей сложной геометрической формы, каковыми являются перфорированные оболочки, в результате резкого охлаждения остаточные напряжения снимаются не полностью и неравномерно по всей обрабатываемой поверхности, в результате чего их стойкость против коррозионного растрескивания недостаточна. Известен способ обработки перфорированных оболочек из нержавеющей стали со штампованными отверстиями с целью повышения стойкости против коррозионного растрескивания перфорированный, заключающийся в обработке готовых изделий холодом в жидком азоте в течение 15-30 мин. Способ обработки обеспечивает повышение стойкости против коррозионного растрескивания в раза Г2 Однако он пригоден преимущественно для перфорированных оболочек небольшого размера. Для его осуществления применительно к крупногабарит
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления перфорированных оболочек из нержавеющей аустенитной стали | 1977 |
|
SU729257A1 |
| Способ обработки перфорированных оболочек из аустенитной нержавеющей стали | 1981 |
|
SU968084A1 |
| Способ изготовления перфорированных оболочек из нержавеющей аустенитной стали | 1979 |
|
SU865937A2 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1266600A1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ изготовления изделий | 1982 |
|
SU1025744A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1260395A1 |
| АУСТЕНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ ДЛЯ ХЛОРИДСОДЕРЖАЩИХ СРЕД И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2009 |
|
RU2413031C1 |
| Способ изготовления пружин из легированных сталей | 1981 |
|
SU1014936A1 |
