(54) МНОГОСЛОЙНАЯ РУЛОНИРОВАННАЯ ОБЕЧАЙКА СОСУДА ДАВЛЕНИЯ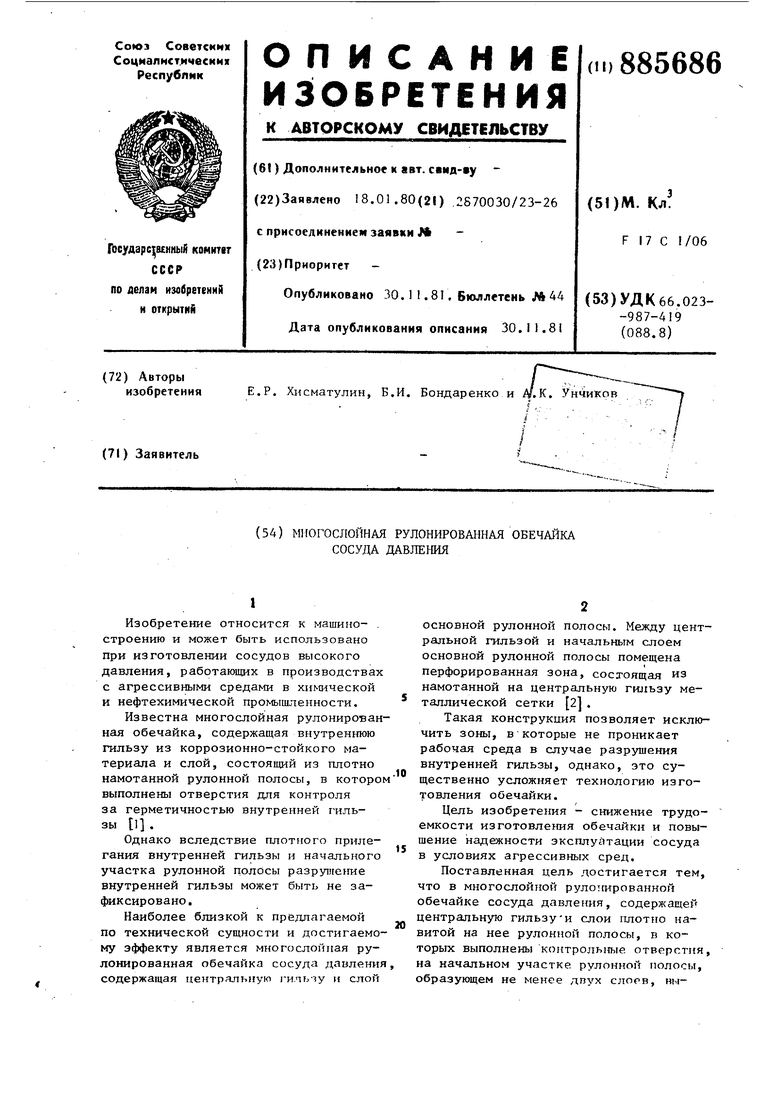
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных корпусов сосудов и труб | 1981 |
|
SU1013059A1 |
| Многослойный сосуд высокого давления | 1972 |
|
SU582436A1 |
| Способ изготовления сосуда высокого давления | 1977 |
|
SU715185A1 |
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| Способ изготовления многослойных сосудов высокого давления | 1986 |
|
SU1366269A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 1998 |
|
RU2173229C2 |
| Способ изготовления многослойных корпусов сосудов | 1974 |
|
SU659828A1 |
| Способ изготовления сварных многослойных сосудов высокого давления | 1986 |
|
SU1359044A1 |
| Многослойный сосуд высокого давления | 1974 |
|
SU832239A1 |
| Способ изготовления многослойных сосудов давления и устройство для его осуществления | 1990 |
|
SU1743665A1 |
Изобретение относится к машиио- . строению и может быть использовано при изготовлении сосудов высокого давления, работающих в производствах с агрессивными средами в XHNtH4ecKoft и нефтехимической промышленности. Известна многослойная рулонирован ная обечайка, содержащая внутреннюю гильзу из коррозионно-стойкого материала и слой, состоящий из плотно намотанной рулонной полосы, в которо выполнены отверстия для контроля за герметичностью внутренней гильзы . Однако вследствие плотного прилегания внутренней гильзы и начального участка рулонной полосы paspyiiieFrHe внутренней гильзы может быть не зафиксировано. Наиболее близкой к предлагаемой по технической сущности и достигаемо му эффекту является многослойная рулонированная обечайка сосуда давлени содержащая центральную 1иль-1у и слой ОСНОВНОЙ рулонной полосы. Между центральной гильзой и начальным слоем основной рулонной полосы помещена перфорированная зона, состоящая из намотанной на центральную гильзу металлической сетки 2 . Такая конструкция позволяет исключить зоны, в которые не проникает рабочая среда в случае разрушения внутренней гильзы, однако, это существенно усложняет технологию изготовления обечайки. Цель изобретения - снижение трудоемкости изготовления обечайки и повышение надежности эксплуйтации сосуда в условиях агрессивных сред. Поставленная цель достигается тем, что в многослойной рулотшрованной обечайке сосуда давле {ия, содержащей центральную гильзуи спои плотно навитой на нее рулонной полосы, в которых выполнены контрольные отверстия, на начальном участке рулонной полосы, образующем не менее двух слоев, ыполнены щелевые просечки, расположенные в смежных слоях во взаимно пепендикулярном направлении.
Целесообразно также начальный участок рулонной полосы, образующий первые три слоя, выполнить из высоколегированной стали, а последу ощий из низколегированной стали, при этом конец начального участка рулонной полосы, образующий третий слой, прикрепить сплошным сварным швом одновременно к началу третьего и четвертого слоев.
Кроме того, толщину рулонной полосы, имеющей щелевые просечки, выпол1шть равной 0,2-0,9 толщины рулонной полосы.
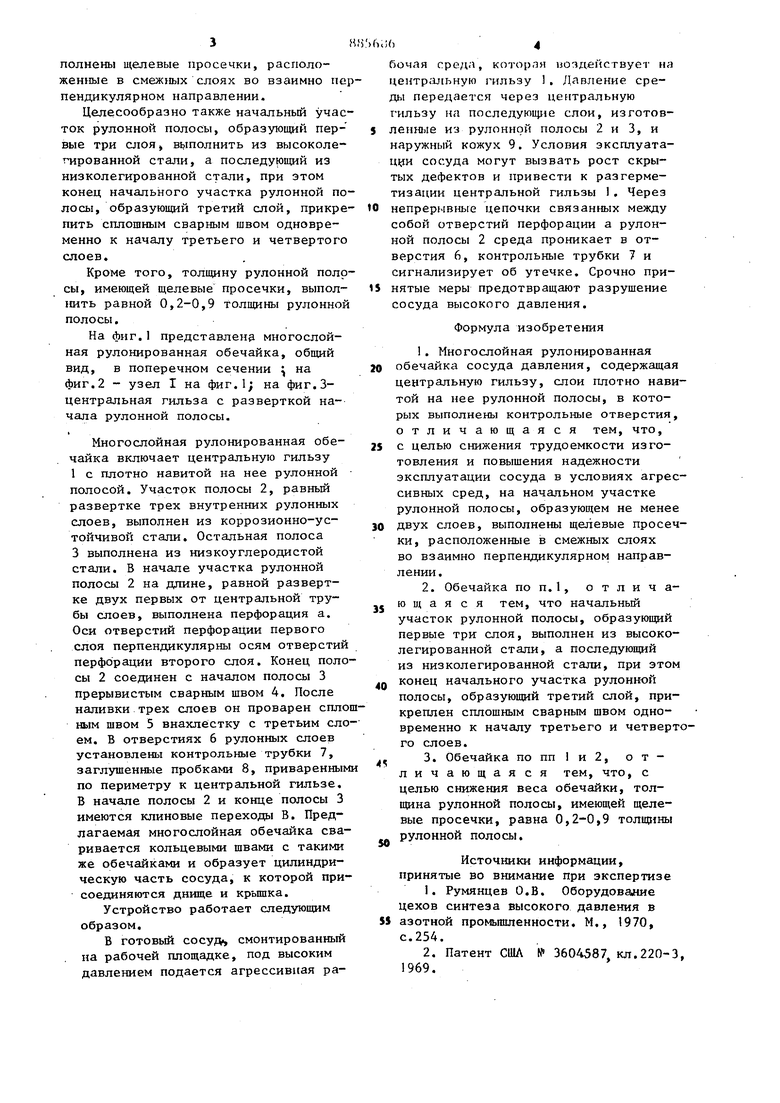
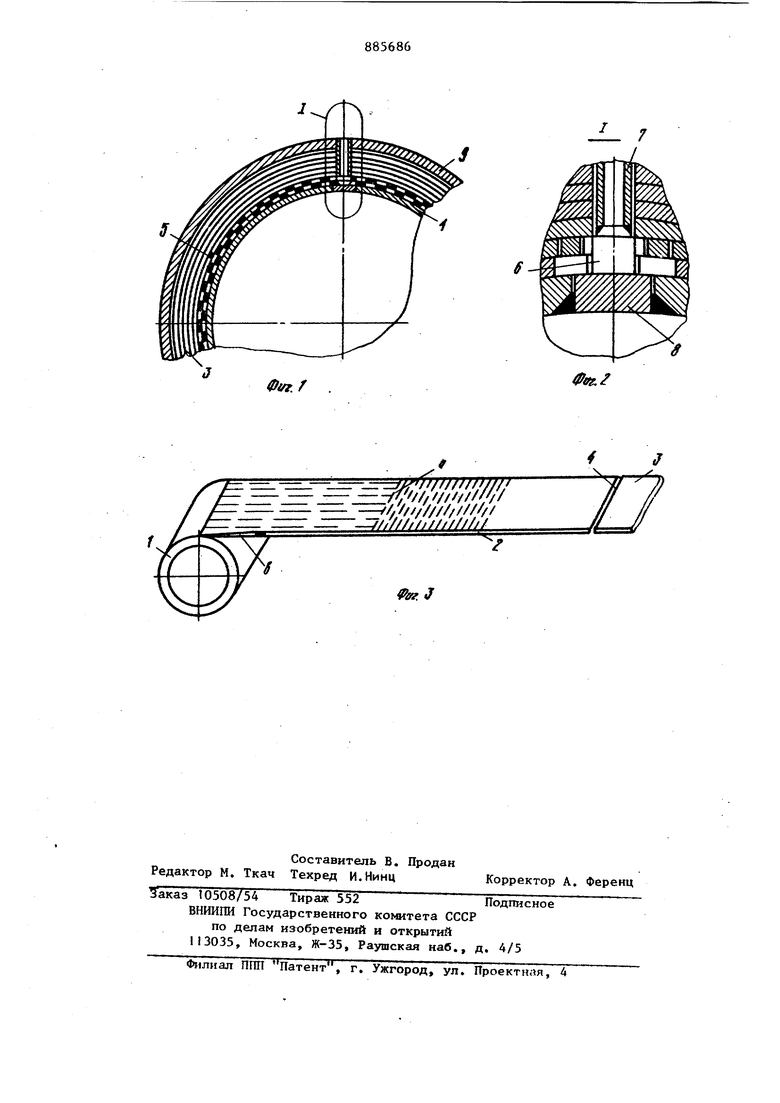
На фиг.1 представлена многослойная рулонированная обечайка, общий вид, в поперечном сечении на фиг.2 - узел I на фиг.1; на фиг.Зцентральная гильза с разверткой начала рулонной полосы.
Многослойная рулонированная обечайка включает центральную гильзу 1 с плотно навитой на нее рулонной полосой. Участок полосы 2, равньй развертке трех внутренних рулонных слоев, выполнен из коррозионно-устойчивой стали. Остальная полоса 3 выполнена из низкоуглеродистой стали. В начале участка рулонной полосы 2 на длине, равной развертке двух первых от центральной трубы слоев, выполнена перфорация а. Оси отверстий перфорации первого слоя перпендикулярны осям отверстий перфорации второго слоя. Конец полосы 2 соединен с началом полосы 3 прерывистым сварным швом 4. После наливки трех слоев он проварен сплоным швом 5 внахлестку с третьим елоем. В отверстиях 6 рулонных слоев установлены контрольные трубки 7, заглушенные пробками 8, приваренным по периметру к центральной гильзе. В начале полосы 2 и конце полосы 3 имеются клиновые переходы В. Предлагаемая многослойная обечайка сваривается кольцевыми швами с такими же обечайками и образует цилиндрическую часть сосуда, к которой присоединяются днище и крьш1ка.
Устройство работает следующим образом.
В готовый сосуД, смонтированный на рабочей площадке, под высоким давлением подается агрессивная рабочая среда, которая иоздействует на центрш ьную гильзу 1. Давление среД1Л передается через центральную гильзу на последующие слои, изготовленшле из рулонной полосы 2 и 3, и наружный кожух 9. Условия эксплуатацуи сосуда могут вызвать рост скрытых дефектов и привести к разгерметизации центральной гильзы 1. Через
непрерывные цепочки связанных между собой отверстий перфорации а рулонной полосы 2 среда проникает в отверстия 6, контрольные трубки 7 и сигнализирует об утечке. Срочно при$ нятые меры предотвращают разрушение сосуда высокого давления.
Формула изобретения
0 обечайка сосуда давления, содержащая центральную гильзу, слои плотно навитой на нее рулонной полосы, в которых выполнены контрольные отверстия, отличающаяся тем, что,
S с целью снижения трудоемкости изготовления и повышения надежности эксплуатации сосуда в условиях агрессивных сред, на начальном участке рулонной полосы, образующем не менее
0 двух слоев, выполнены щелевые просечки, расположенные в смежных слоях во взаимно перпендикулярном направлении .
участок рулонной полосы, образующий первые три: слоя, выполнен из высоколегированной стали, а последующий из низколегированной стали, при этом
Q конец начального участка рулонной полосы, образующий третий слой, прикреплен сплошным сварным швом одновременно к началу третьего и четвертого слоев.
. 3. Обечайка по пп 1 и 2, отличающаяся тем, что, с целью снижения веса обечайки, толщина рулонной полосы, имеющей щелевые просечки, равна 0,2-0,9 толщины
,л рулонной полосы. 50
Источники информации, принятые во внимание при экспертизе
$$ азотной промьгашенности. М., 1970, с.254.
Л
0n.f
Og,
