Изобретение относится к обработке металлов, в частности к устройствам для двустороннего заострения металлических прутков, используемых, например, для изготовления декоративных булавок. Известен станок для заострения металлических стержневых изделий с двух сторон, -в котором имеется шлифовальный инструмент седловидной формы и механизм подачи и вращбния изделий 1. Механизм подачи загото вок выполнен в виде бесконечной эла тичной ленты, натянутой на ведущий и ведомый шкивы, внутри которой уст новлен башмак, В результате взаимодействия заготовок с движущейся лен той происходит заточка заготовок, В этом станке при случайном попа дании в него замасленных заготовок не гарантируется их подача с одновременным вращением из-за проскальзывания прижимной ленты, В результа те чего возможно некачественное одн стороннее заострение изделий в виде фаски. Кроме того, проскальзывание изделий приводит к их перекосу и, следовательно, к неправильному углу Э1аточки, Наиболее близким к предложенному устройству по технической сущности является устройство для заострения концов прутков, содержащее магазин для заготовок, подающее устройство, выполненное в виде подаюпшх винтов с левой и правой нарезками, подпружиненных прижимными планками, и по-ь воротные кронштейны, на которых укреплены электродвигатели с установленными на их валах шлифовальными инструментами 2, Заготовки прутков из магазина подаются во впадины резьбы подающих винтов, которые, вращаясь в противоположных нгтравлениях, подают заготовки прутков под прижимные планки. При этом заготовки вращаются и, перемещаясь дашее под шлифовальные круги, затачивгиотся. Недостатком этого устройства является необходимость в дополнительных механизмах разрезки проволоки на прутки и ориентированной подачи, их в магазин, что значительно усложияет устройство. Кроме того, переналадка устройства при заострении прутков различной длины очень трудоемка, так как для этого необходима установка яового магазина под данную длину прутков смена положения подающих винтов по ширине и перестановка неподвижных кронштейнов рамы.
Цель изобретения - упрощение устройства и снижение трудоемкости переналадки устройства при обработке прутков различной длины.
Цель достигается тем, что шпиндель со смонтированным на нем абразивным йнструмейтом, выполненным в форме усеченного конуса, установлен с возможностью одновременного вращения вокруг оси обрабатываемой проволоки и возвратно-поступательного пермещения вдоль своей оси вращения, при этом устройство снабжено полым валом, кинематически связанным с электродвигателем и механизмом подачи проволоки, и подвижным упором, установленным с возможностью возвратно-поступательного перемещения вдоль его оси, а шпиндель смонтирова с возможностью вращения и возвратнопоступательного перемещения в введенном в устройство стакане, жестко связанным с полым валом. Одновременно полый вал смонтирован соосно с осью обрабатываемого изделия.
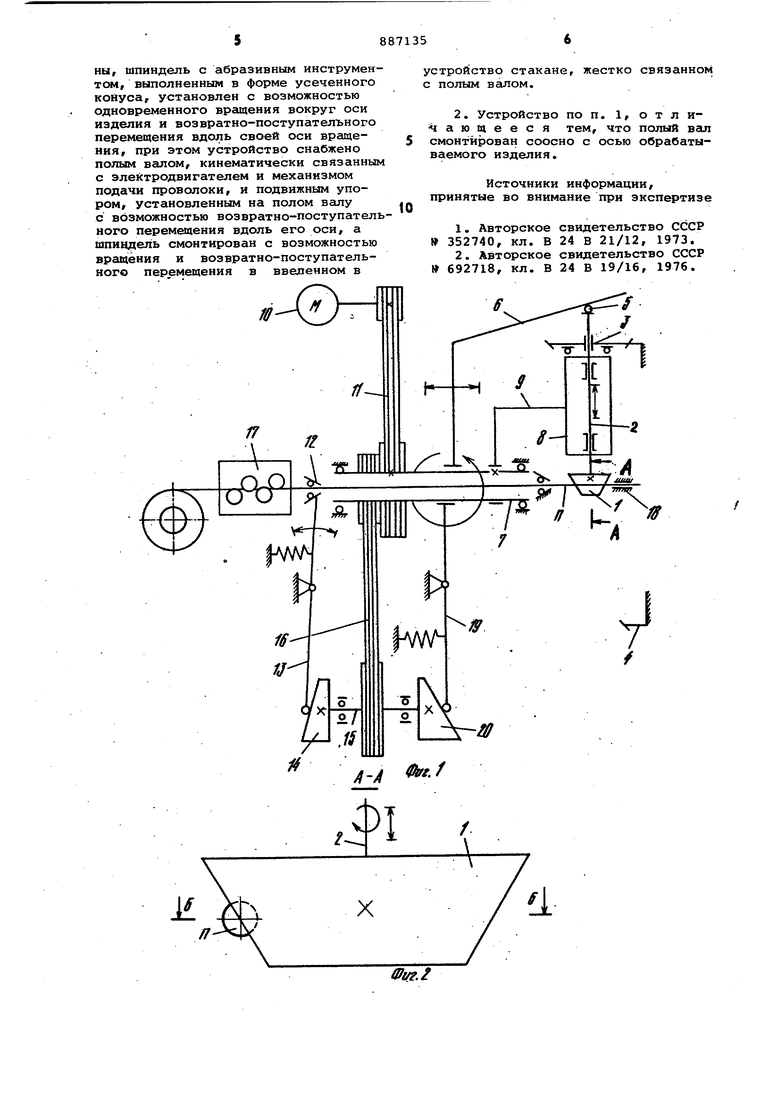
На фиг. 1 представлена принципиалная кинематическая схема устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство содержит шлифовальный инструмент 1, установленный на одном конце шпинделя 2, ось вращения которого перпендикулярна оси подаваемой проволоки (П). На другом конце шпинделя 2 установлена шестерня 3, входящая в зацепление с неподвижным зубчатым колесом 4, ось которого совпадает с осью проволоки. На торце шпинделя 2 имеется шарик 5, через который шпиндель 2 контактирует с подвижным упором 6, установленным на полом валу 7, с возможностью возвратно-поступательного перемещения. Шпиндель 2 смонтирован в стакане 8 с возможностью вращательного и возвратно-поступательного перемещения вдоль своей оси. Стакан 8 жестко связан через водило 9 с полым валом 7, внутри которого подается проволока. Вал 7 кинематически связан с электродвигателем 10 через ременную передачу 11. Механизм подачи проволоки состоит из подакнцей втулки 12, связанной через рычаг 13 с кулачком L4, который установлен на распределительном валу 15, кинематически сйязанном с полым валом 7 чер;ез ременную передачу 16.
Работает устройство следующим образом.
Свободный конец проволоки подается через рихтовочное устройство 17 и втулку 12 механизма подачи в зону обработки, где фиксируется в гнезде 18. При этом подвижный упор б находится в крайнем левом положении, обеспечивая зазор между боковой поверхностью инструмента 1 и подаваемой проволокой. Затем включается .электродвигатель 10, который через временные передачи 11 и 16 вращает ,полый вал 7 и распределительный вал 15. Вал 7 через водило 9 обеспечивает вращение стакана 8 и шпинделя 2 вокруг оси обрабатываемой проволо.ки. При этом шестерня 3, зацепляясь с неподвижным зубчатым колесом 4, Iобеспечивает вргицение инструмента 1 вокруг своей оси. Центробежные силы, возникающие при вращении стакана 8, прижимают шпиндель 2 с инструментом 1 через шарик 5 к подвижному упору 6. Втулка 12, перемещаясь вправо на заданную длину прутка, обеспечиваемую профилем кулачка 14, подает проволоку. При прекраицении подачи ее и возврате втулки 12 влево, в исходное положение, рычаг 19, взаимодействуя с кулачком 20, постепенно перемещает подвижный упор 6 вправо, подавая инструмент 1 к центру (фиг.2 Производится обработка прутка с одного конца.
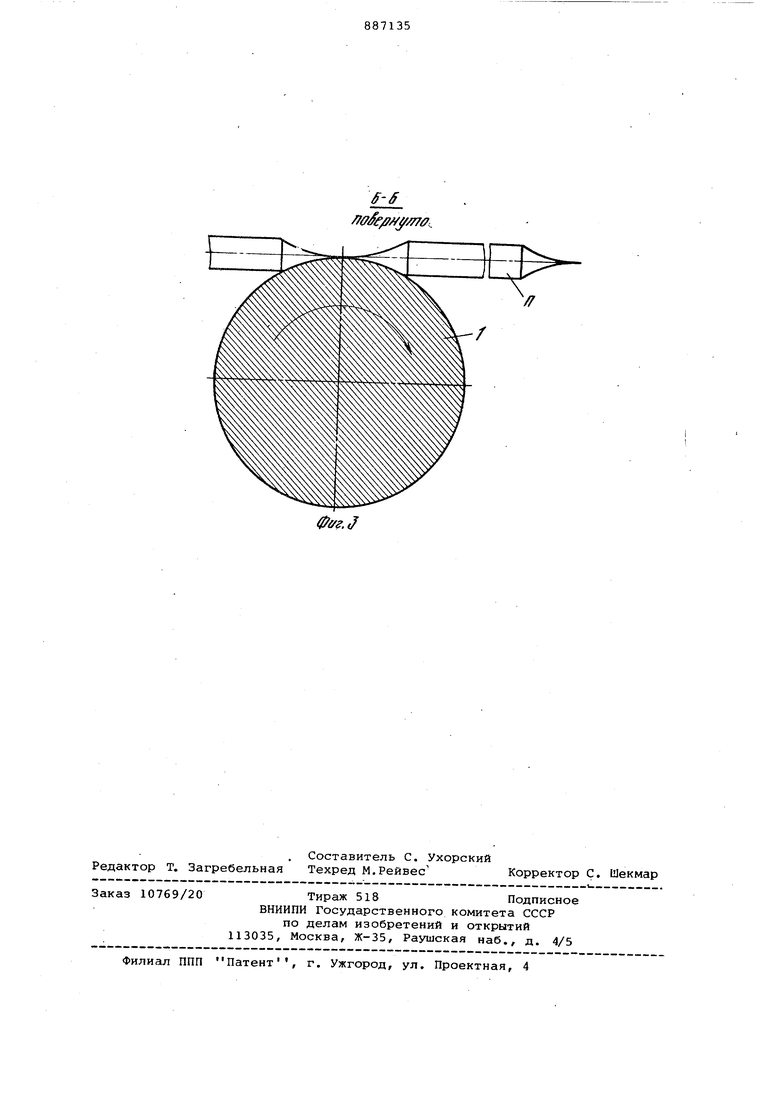
Заострение другого конца и отде ление его от проволоки производится после очередной ее подачи на заданную длину и повторном срабатывании подвижного упора 6 (фиг. 3). Готовый пруток выталкивается из гнезда.
По мере износа шлифовального инструмента производится смещение подвижного упора 6 вправо, что позволяет приблизить инструмент 1 к проволоке в исходном положении.
Устройство просто,- так как для разрезки проволоки на прутки не требуется дополнительных магазина заготовок, устройства ориентированной подачи заготовок в магазин, устройств для нарезки прутков. Заострение прутков происходит с одновременным отделением их от проволоки боковой поверхностью шлифовального инструмента.
Кроме того, устройство позволяет значительно снизить трудоемкость переналадки на различные длины Прутков, путем простой смены кулачка механизма подачи проволоки.
Формула изобретения
1. Устройство для заострения концов прутков, содержащее вращающийся Шпиндель со смонтированным на нем абразивным инструментом, установленный перпендикулярно оси обрабатываёмой проволоки, механизм подачи последней и электродвигатель, отличающееся тем, тО, с цепью упрощения устройства и снижения трудоемкости его пе{ еналадки
при обработке прутков различной длины, шпиндель с абразивным инструменте, выполненн 1м в форме усеченного койуса, установлен с возможностью одновременного вращения вокруг оси изделия и возвратно-поступательного перемещения вдоль своей оси вращения, при этом устройство снабжено полым Всшом, кинематически связанным с электродвигателем и механизмом подачи проволоки, и подвижным упором, установленным на полом валу с возможностью возвратно-поступательного перемещения вдоль его оси, а шпиндель смонтирован с возможностью вращения и возвратно-поступательного перемещения в введенном в
устройство стакане, жестко связанном
с полым ВсШОМ.
2. Устройство по п. 1, отливающееся тем, что полый вал смонтирован соосно с осью обрабатываемого изделия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 352740, кл. В 24 в 21/12, 1973.
2.Авторское свидетельство СССР 692718, кл. В 24 В 19/16, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Устройство для заострения концов прутков | 1976 |
|
SU692718A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| УСТРОЙСТВО для УДАЛЕНИЯ ОВЛОЯ РЕЗИНОВЫХ КОЛЕЦ | 1965 |
|
SU170641A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Станок для резки непрерывно движущейся стеклянной трубки | 1986 |
|
SU1399279A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Станок для шлифовки опасных бритв | 1949 |
|
SU82341A1 |
./
А-А
,1
6-ff
w/e/ff ff
