(54) ШТАМП ДЛЯ ПЮБИВКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для обработки полосового и ленточного материала | 1982 |
|
SU1034817A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2007 |
|
RU2354480C1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
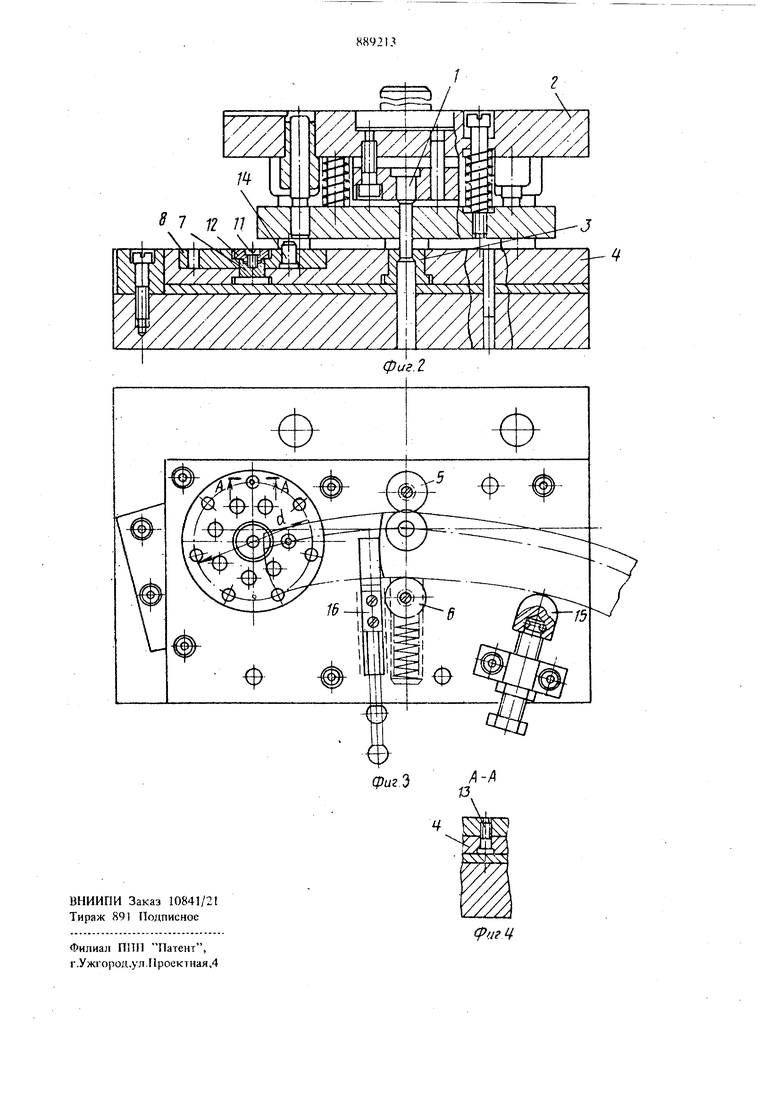
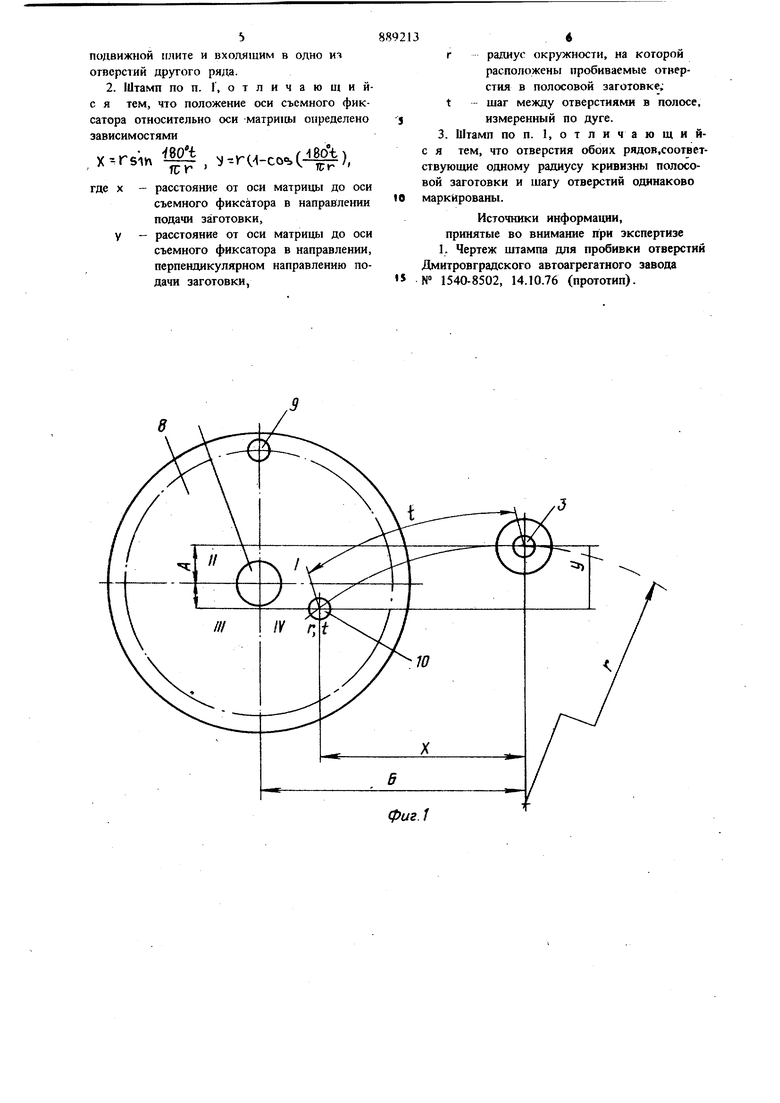
Изобретение относится к обработке металлов давлением и может быть использовано для пробивки отверстий, расположенных на одной окружности в полосовой дугообразной заготовке с, по меньшей мере, одним предварительно полученным отверстием, в частности, в полосах роликовых батарей подвесных толкающих конвейеров. Известен штамп для пробивки отверстий, расположенных на одной окружности в полосовой д)тообразной заготовке с, по меньшей мере, одним предварительно по.пученным отверстием. Штамп для пробивки отверстий содержит подвижную плиту, несушую пуансон, и неподвижную плиту, иа которой размещена матрица, направляющие ролики, узел фиксации полосы по предварительно полученному отверстию, упор 1). Конструкция узла фиксации полосы по пре варительно полученному отверстию известного штампа такова, что не позволяет производигь пробивку отверстий в заготовках | а:шичных радиусов кривизны, т.е. для каждого радиусь кривиз1Ш1 требуется свой штамп. Цель изобретения - обеспечение пробивки отверстий в заготовках с различными радиусами кривизны в одном штампе. Указанная цель достигается тем, что в штампе для пробивки отверстий, содержащем подвижную плиту, несушую пуансон, и неподвижную плиту, несущую матрицу, направляющие ролики, узел фиксации полосы по предварительно полученному отверстию и упор, узел фиксации выполнен в виде поворотного диска, установленного на оси, закрепленной на неподвижной плите, имеющего два ряда отверстий, со съемными фиксатором полосы, устанавливаемым в одном из отверстий одного ряда и пальцем, закрепленным в неподвижной плите и входящим в одном из отверстий дрзтого ряда. Положение оси съемного фиксатора относительно оси матришл определено зависимостями x- rsivi fF.v--r(-,-co.(if:S), где X - расстояние от оси матрицы до оси съемного фиксатора в направлении подачи заготовки; у - то же, в направлении, перпендикуляр ном направлению нодачи заготовки; X - радиус окружности, на которой расположены пробиваемые ошерстия в полосовой заготовке; t -- шаг между отверстиями в полосе, измерений по дуге. Причем отверстия обоих рядов, соответствующие определенному радиусу кривизны полосовой заготовки и шагу отверстий одинаково маркированы. На фиг. 1 изображена схема расчета узла фиксации полосовой заготовки; на фиг. 2 предложенный штамп, продольный разрез; на фиг. 3 неподвижная плита, вид сверху; на фиг. 4 - разрез А-А на фиг. 3. Штамп имеет пуансон 1, размещенный на подвижной плите 2, матрицу 3, размещенную на неподвижной плите 4, направляющий неподвижный ролик 5 и подвижный направляющий ролик 6. В неподвижной плите закреплена ось 7, на которой установлен поворотный диск 8 узла фиксации. В диске выполнены два ряда отверстия 9 и 10. Каждое отверстие обоих рядов, соответствующее определенному радиусу кривизны полосовой заготовки и шагу отверстий в ней, измеренному по дуге, одинаково маркированы. Поворотный диск крепится на оси с помощью винта 11 и щайбы 12. В одном из отверстий 9 одного ряда вставлен палец 13, закрепленный в неподвижной плите. В отверстии 10 другог ряда установлен съемный фиксатор полосы 14 На неподвижной плите размещен регулируемый упор 15, устанавливаемый по эталонной детали. Для фиксации заготовки при получении первого отверстия на неподвижной плите размещен выдвигающийся упор 16. Поворотный диск смещен относительно матрицы на расстоянии А и Б. Это смещение, а также ди метр окружности, на котором размещены отв стия 9, выбираются конструктивно, исходят при зтом из величины радиусов кривизны за тотовок и шагов между отверстиями в них. Расчет координат отверстий 10 в поворотно диске производится следующим образом. Расчитывается положение отверстий 10 от оси матрицы 3 по формулам , где X - расстояние от оси матрицы до оси съемного фиксатора в направлении подачи заготовки; урассгоянне от оси матрицы до оси съемного фиксатора в направлении, перпещшкулярном направлению Г Одачи затотовки; градиус окружное и, на когорой расположены пробиваемые отверстия в заготовке; t шаг между отверстиями, измеренный но дуге. Для изготовления поворотного диска нахоят положение отверстий 10 от его оси, сходя из смещения А и Б поворотного диса относительно оси матрицы. Настройка узла фиксации производится слеующим образом. Поворотный диск раскрепляется и снимается с оси 7 и нальца 13, фиксатор полосы 14 снимается с поворотного диска, т.е. выводится из отверстия 10 и вставляется в другое отверстие этого ряда маркированное нужным номером. Поворотный диск устанавливается так, чтобы палец 13 попал в соответствующее отверстие 9 первого ряда, маркированное тем же номером. После зтого поворотный диск закрепляется. Далее настраивается регулируемый упор 15 по эталонной детали. Последняя вводится между направляющими роликами 5 и 6 и фиксируется по имеющемуся в ней отверстию на съемном фиксаторе 14, размещенном на поворотном диске. Упор 15 подводится к заготовке. Штамп готов к работе. Эталонную деталь заменяют полосовой заготовкой, вводя ее между направляющими роликами, прижимают к выдвигающемуся упору 16 и пробивают первое отверстие. Далее упор 16 убирают и полосовую заготовку подают до съемного фиксатора 14, на котором ее фиксируют по уже пробитому отверстию. Пробивают следующее отверстие и т.д. Формула изобретения 1. Штамн для пробивки отверстий, расположенных на одной окружности, в полосовой дугообразной заготовке с, по меньшей мере, одним предварительно полученным отверстием, содержащий подвижную плиту, несущую пуансон, и. неподвижную плиту, несущую матрицу, направляющие ролики, узел фиксации полосы по предварительно полученному отверстию и упор, отличающийся тем, что, с целью обеспечения пробивки отверстий в заготовках с различными радиусами кривизньг узел фиксации выполнен в виде поворотного диска, установленного на оси, закрепленной на неподвижной плите, имеющего два ряда отверстий, со съемным фиксатором полосы, устанавливаемым в одном из отверстий одного ряда и пальцем, закр1; : енным в неподвижной плите и входящим в одно ит отвсрс1ий другого ряда.
1Ш,,-.гм-«(1),
Г511г
расстояние от оси матрицы до оси
X съемного фиксатора в направлении подачи заготовки,
расстояние от оси матрицы до оси
V съемного фиксатора в направлении, перпендикулярном направлению подачи заготовки,
градиус окружности, на которой
расположены пробиваемые отверстия в полосовой заготовке; t - шаг между отверстиями в полосе,
измеренный по дуге.
Источники информации, принятые во внимание при зкспертизе 1. Чертеж штампа для пробивки отверстий Дмитровградского автоагрегатного завода № 1540-8502, 14.10.76 (прототип).
фиг.1
