(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления мелких изделий профильного сечения | 1977 |
|
SU778880A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| Комбинированный штамп для изготовления гнутых деталей с отверстиями | 1982 |
|
SU1109224A1 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |
| Устройство для изготовления многослойных изделий из ленточного материала | 1976 |
|
SU662210A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
1
Изобретение относится к обработке металлов давлением, в частности к изготовлению гнутых изделий из металлической полосы.
Известио устройство для изготовления гнутых изделий, содержащее станину, на которой установлены подающие и гибочные ролики, механизм резки и привод 1J.
Недостатком этого устройства является то, что оно не позволяет производить операции пробивки отверстий и получения радиусов закругления иа изделии.
Целью изобретения является повышение производительности и уменьшение отходов при вырубке.
Цель достигается тем, что устройство для изготовления гнутых изделий, содержащее станину, на которой установлены подающие и гибочные ролики, с вертикальными валами, механизм резки и привод, снабжено вырубным штампом, кинематически связанным с гибочным узлом и расположенным за ним ре1улнруемым упором и направляющим узлом, расположенным непосредственно перед вырубным штампом и выполненным в виде трех
роликов, установленных на одних-валах с гибочными роликами и расположенных над ними, а каждый гибочный ролик связан с приводом посредством установленной на валу ролика шестерни.
Вырубной штамп снабжен концевым переключателем, счетчиком количества вырубленных деталей, выталкивающим устройством и коромыслом, взаимодействующим со счетчиком и концевым переключателем.
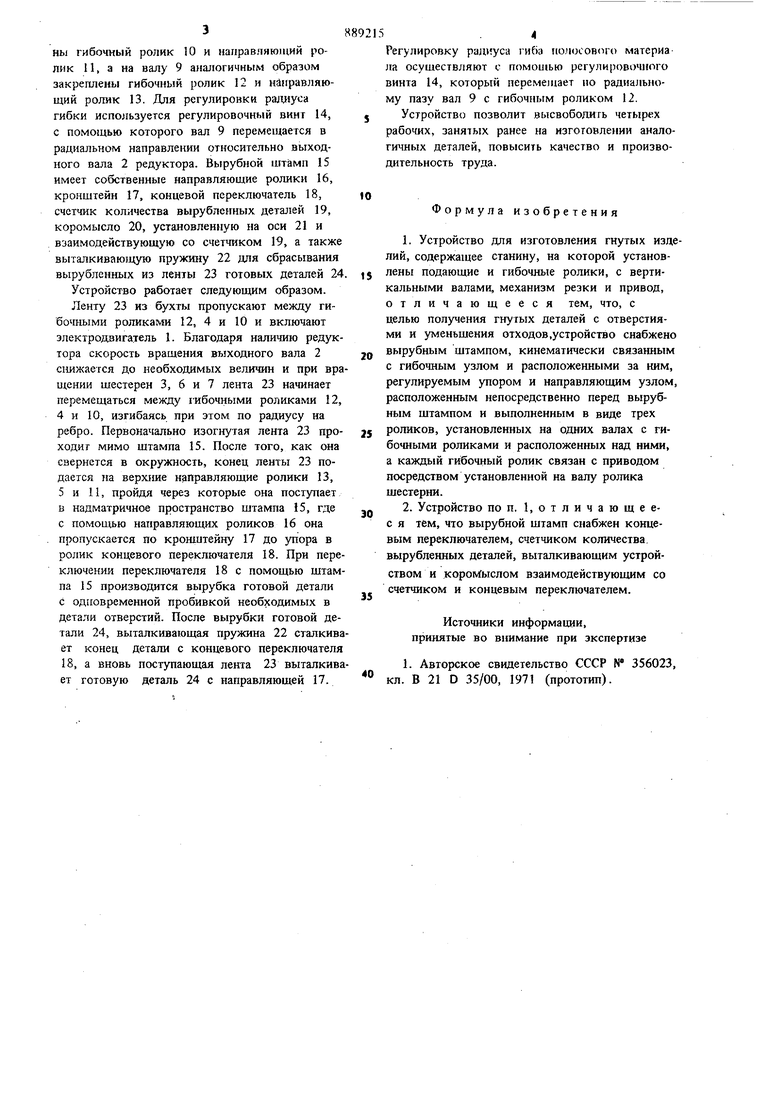
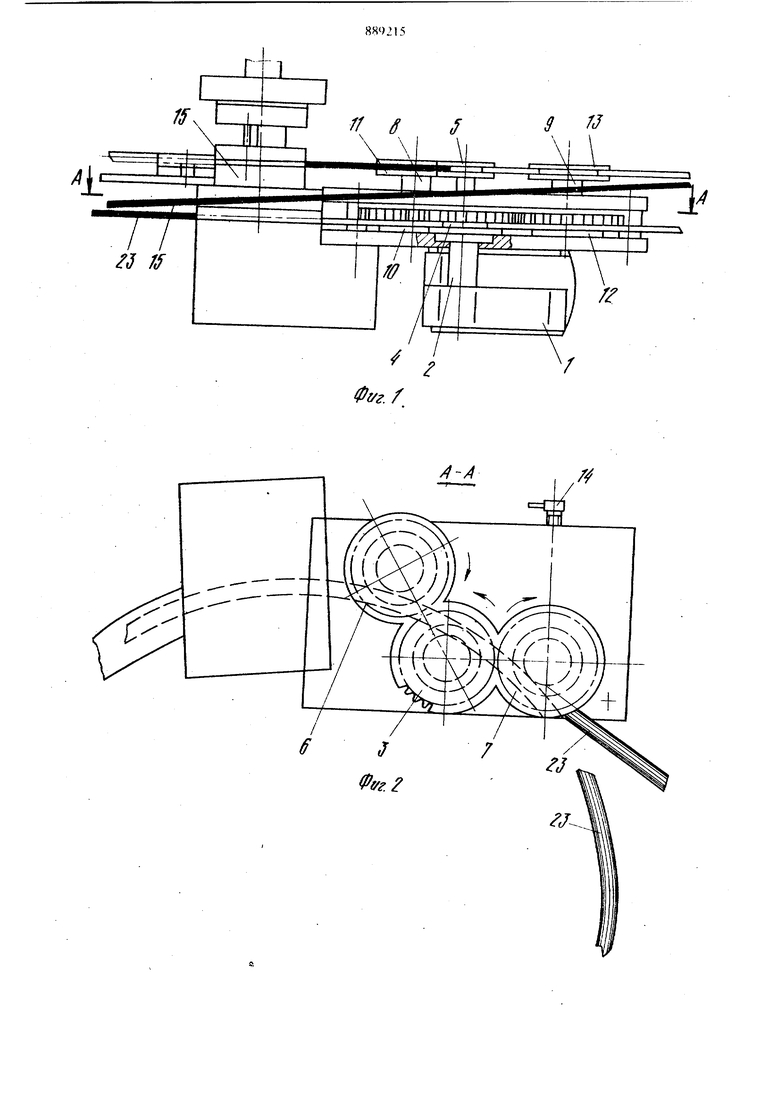
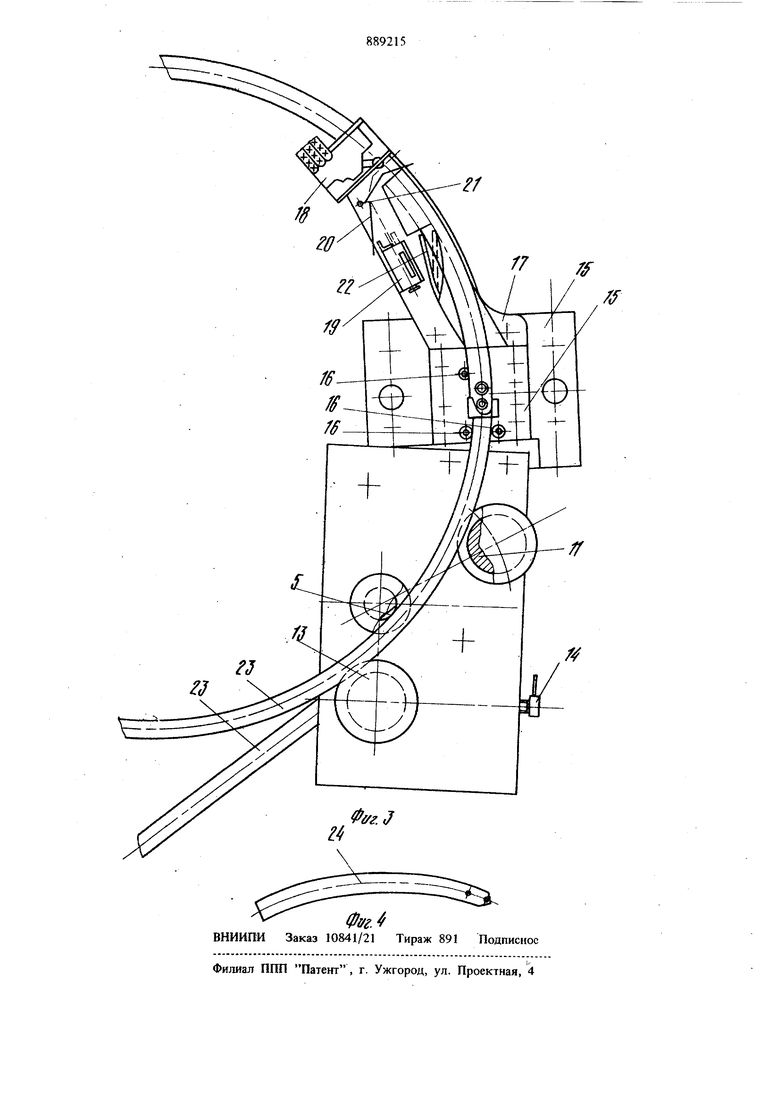
На фиг. 1 представлено устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство, вид сверху; на фиг. 4 - готовая отштампованная деталь.
Предлагаемое устройство включает в свою конструкцию гибочно-подающее устройство и вырубной щтамп. Гибочно-подающее устройство содержит такие элементы, как электродвигатель 1 с редуктором, на выходном валу 2 редуктора жестко закреплены ведущая шестерня 3, гибочный ролик 4 и направляющий ролик 5. Ведомые шестерни 6 н 7 жестко закреплены соответственно на валах 8 и 9. На валу 6 дополнительно подвижно установлеЗны гибочный ролик 10 и направляющий ролик 11, а на валу 9 аналогичным образом закреплены гибочный ролик 12 и нйиравляющий ролик 13. Для регулировки piumyca гибки используется регулировочный винт 14, с помощью которого вал 9 перемещается в радиальном направлении относительно выходного вала 2 редуктора. Вырубной штамп 15 имеет собственные направляющие ролики 16, кронщтейн 17, концевой переключатель 18, счетчик количества вырубленных деталей 19, коромысло 20, установленную на оси 21 и взаимодействующую со счетчиком 19, а также выталкивающую пружину 22 для сбрасывания вырубленных из ленты 23 готовых деталей 24 Устройство работает следующим образом. Ленту 23 из бухты пропускают между гибочными poликa ш 12, 4 и 10 и включают электродвигатель 1. Благодаря наличию редуктора скорость вращения выходного вала 2 снижается до необходимых величин и при вра щении шестерен 3, 6 и 7 лента 23 начинает перемещаться между 1ибочными роликами 12, 4и 10, изгибаясь при этом по радиусу на ребро. Первоначально изогнутая лента 23 проходит мимо щтампа 15. После того, как она свернется в окружность, конец ленты 23 подается на верх1ше направляющие ролики 13, 5и 11, пройдя через которые она поступает в надматричное пространство штампа 15, где с помощью направляющих роликов 16 она пропускается по кронштейну 17 до упора в ролик концевого переключателя 18. При переключении переключателя 18 с помощью штампа 15 производится вырубка готовой детали с одновременной пробивкой необходимых в детали отверстий. После вырубки готовой детали 24, выталкивающая пружина 22 сталкива ет конец детали с концевого переключателя 18, а вновь поступающая лента 23 выталкива ет готовую деталь 24 с направляющей 17. .4 Регулировку радиуса гиба полосового материала осуществляют с помощью регулировочного винта 14, который перемещает по радиальному пазу вал 9 с гибочным роликом 12. Устройство позволит высвободить четырех рабочих, занятых ранее на изготовлении аналогичных деталей, повысить качество и производительность труда. Формула изобретения 1.Устройство для изготовления гнутых изделий, содержащее станину, на которой установлены подающие и гибочные ролики, с вертикальными валами, механизм резки и привод, отличающееся тем, что, с целью получения гнутых деталей с отверстиями и уменьщения отходов,устройство снабжено вырубным щтампом, кинематически связанным с гибочным узлом и расположенными за ним, регулируемым упором и направляющим узлом, расположенным непосредственно перед вырубным щтампом и выполненным в виде трех роликов, установленных на одних валах с гибочными роликами и расположенных над ними, а каждый гибочный ролик связан с приводом посредством установленной на валу ролика шестерни. 2.Устройство по п. 1,отличающеес я тем, что вырубной штамп снабжен концевым переключателем, счетчиком количества, вырубленных деталей, выталкивающим устройством и корол ыслом взаимодействующим со счетчиком и концевым переключателем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 356023, кл. В 21 D 35/00, 1971 (прототип). У
Фуг.Г rj
