жестко закрепленный на резце 7, датчик конечного положения , который отключает задатчик. . Во втором контуре имеются блоки, идентичные первму - нуль-орган, дифференциальный усилитель, электромеханический преобразователь.
Устройство работает следующим образом.
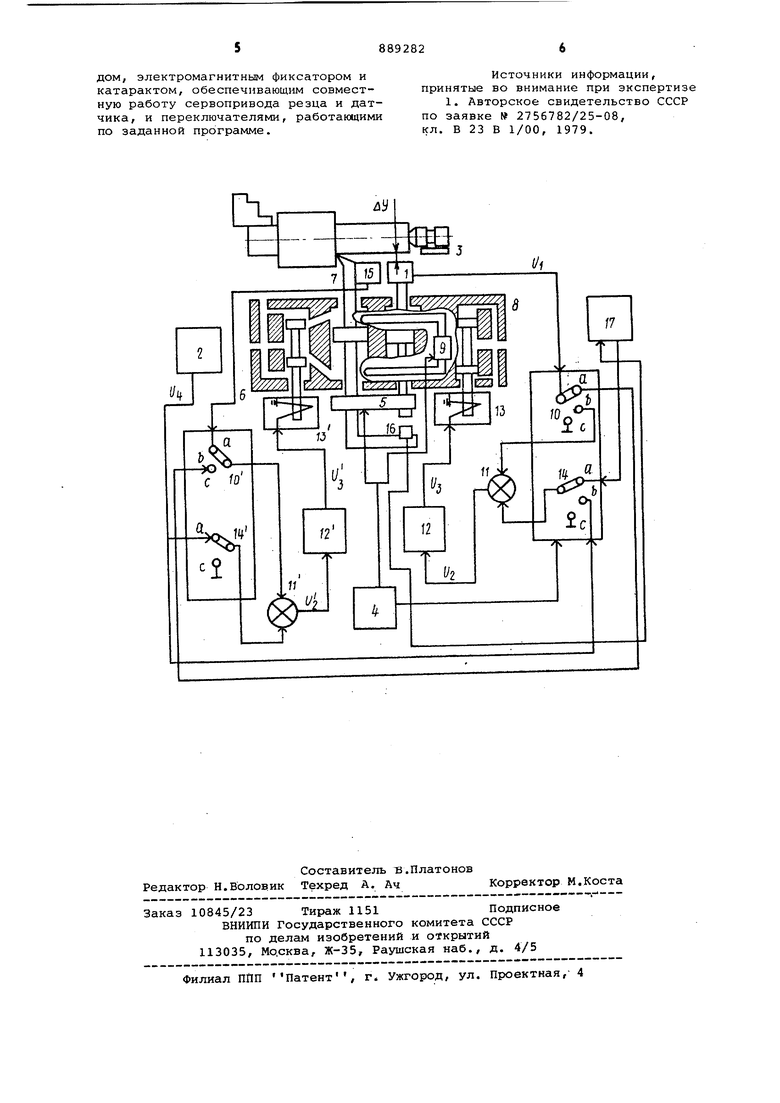
В процессе обработки оба контура работают последовательно. Перьд началом точения ступенчатого вала работает только первый измерительный контур. Подвижный датчик 1 устанавливают с помощью эадатчика 2 в начальное положение относительно искусственной базы 3 с зазором ДУ. По команде ЦПУ 4 суппорт перемещается по координате X, при этом включается электромагнитный фиксатор 5, жестко связывающий шток-поршень сервопривода 6, который несет резец 7, с подвижным датчиком 1, корпус которого жестко закреплен на штокпоршне сервопривода 8 . Одновременно; с включением электромагнитного фиксатора. 5, включается катаракт 9, который соединяет рабочие полости сервопривода 8 подвижного датчика с рабочими сервоприводами резца 6. Сигнал с датчика. 1 через переключатель 10 (положение Б),поступает на нуль-орган 11, выход которого Ug. является входом дифференциального усилителя 12. Усиленный сигнал Uj с дифференциального усилителя 12 поступает на вход электромеханического преобразователя 13, ось которого жестко соединена с золотником сервопривода 8, перемещение золотника распределяет давление в рабочих полостях цилиндра и, соответственно, управляет положением подвижного датчика 1 относительно обработанной поверхности на данном проходе.
Работа второго силового контура, стабилизирующего положение вершины резца относительно обработанной поверхности, аналогична работе первого измерительного контура.
Взаимосвязь контуров управления осуществляется по команде ЦПУ с помощью переключателей 10, 14, 15 и 16. Сигнал с подвижного датчика 1 поступает на нуль-орган с помощью переключателя 10 (положение а) и переключателя 14 (положение в). Подача на выходы нуль-органа нулевых сигналов осуществляется с помощью переключателя 15 (положение с). При этом сигнал U с задатчика 2, за счет положения переключателя 16 (позиция а), поступает в нуль-орган
Далее по отработке ЦПУ (перемещение по оси X) обеспечивается нормалное функциониррвание датчика 17./ жестко закрепленного на резце 7, затем переключатель 14 перевсшится
в положение а (по сигналу ЦПУ), соединяя датчик 17 с нуль-органом, обеспечивая работу силового контура управления вершиной резца, фиксатор 5 и катаракт 9 отключаются, а переключатель 10 переводится в положение с , что обеспечивает движение подвижного датчика 1 назад до упора, на котором установлен датчик конечного положения 18, отключающий своим сигналом сигнал задатчика 19. И далее точение идет с управлением относительными перемещениями с помощью основного силового контура.
По завершению проточки одной ступени возможны две ситуации :
1)при достаточной длине ступени датчик 1 может нормально функционировать относительно обработанной на данном проходе поверхности;
2)длина ступени недостаточна дл размещения двух датчиков может функционировать только датчик 17.
По отработке заданного перемещения по оси X ЦПУ выдает команду, обеспечивающую перевод переключателей 14 и 16 (положение с) , что позволяет жестко зафиксировать резец относительно суппорта , а также переключение 10 и 15 (положение в), что обеспечивает неизменное (за счет работы контура управления) положение датчика 1 относительно обработанной поверхности на данном проходе. По окончании перехода резца 7 на новую координату У и выдаче сигнала на его движение по оси X, ЦПУ выдает команду на выключение электромагнитного фиксатора 5, переключение переключателя 10 (положение а), а переключателя 14 (положение в) и переключателя 15 (положение с). Далее цикл повторяется.
Формула изобретения
Устройство для обработки ступенчатых валов, содержащее резцедержатель, установленный с возможностью перемещения относительно детали и датчики,ОДИН из которых установлен на разцедержателе впереди резца по ходу его продольной подачи, а второ установлен симметрично первому относительно оси резца, выходы обоих датчиков через дополнительную систему управления связаны с исполнительным механизмом радиального перемещения резцедержателя, отличающееся тем/ что , с целью повышения точности и производительности при обработке валов, датчик, регистрирующий перемещение резца относительно обработанной на данном проходе поверхности детали, снабжен индивидуальным сервопризодом, электромагнитным фиксатором и катарактом, обеспечивающим совместную работу сервопривода резца и датчика, и переключателями, работающими по заданной программе.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2756782/25-08, кл. В 23 В 1/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки нежестких деталей | 1982 |
|
SU1054015A2 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ПОДАЧИ ИНСТРУМЕНТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2003 |
|
RU2256543C2 |
| Устройство для обработки деталей | 1979 |
|
SU810432A1 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Способ автоматического управления процессом обработки детали | 1982 |
|
SU1039693A1 |
| Устройство для измерения размерного износа и положения режущего инструмента в токарных станках | 1987 |
|
SU1442370A1 |
| Измерительная головка | 1990 |
|
SU1780929A1 |
| Устройство для обработки деталей | 1982 |
|
SU1110604A1 |
| Способ автоматического управления процессом обработки нежестких деталей | 1984 |
|
SU1220731A1 |
