(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки | 1979 |
|
SU804318A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сборки амортизаторов | 1987 |
|
SU1458127A1 |
| Устройство для контроля давления воздуха в шинах | 1984 |
|
SU1259117A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для сборки и сварки | 1981 |
|
SU979061A1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
1
Изобретение относится к оборудованию для сборки и сварки деталей, расположенных в разных плоскостях под углом друг к другу. ,
По основному авт. св. № 804318 известно устройство для сборки и сварки изделий, содержащее основание, на котором смонтирована поворотная планшайба с расположенными по ее окружности технологическими позициями загрузки, закрепления, сварки, раскрепления и разгрузки, размещенные на планшайбе сборочньш приспособления, имеющие винтовые прижимы и механизмы управления прижимами. Механизмы управления винтовыми прижимами установлены стационарно на основании и выполнены в виде корпуса, на направляющих которого установлена обойма с закрепленным в ней гайковертом, соединенная со штоком силового цилиндра и снабжена флажками, взаимодействующими с бесконтактными вьпслючателями на корпусе 1 .
Однако такое вьшолнение механизмов joiравления виьгговыми прижимами, а именно: соединение обоймы, с закрепленным в ней гайковертом, со штоком силового цилиндра и
установка флажков, воздействующих на концевые вьп лючатели на обойме, не обеспечивают надежного срабатьшания механизмов вследствие того, что вращающаяся головкя гайковерта захватывает щестигранную насадку винтового прижима на разном расстоянии от ее торца и производит откручивание или закручивание винтового прижима когда флажок, установленньш на обойме, еще не дошел до соответствзпощего выключателя и .от него не поступил сигнал на
10 реверс силового цилиндра и отвод гайковерта.
Целью изобретения является повышение надежности работы механизмов управления винтовыми прижимами.
15
Указанная цель достигается тем, что устройство снабжено втулкой, установленной в отверстии обоймы с зазором и пружиной размещенной между обоймой и торцом втулки, при этом, ход пружины больше высоты граней шес20тигранной насадки винтового прижима.
Кроме того, флажок, взаимодействующий на концевой выключатель, установлен на втулке.
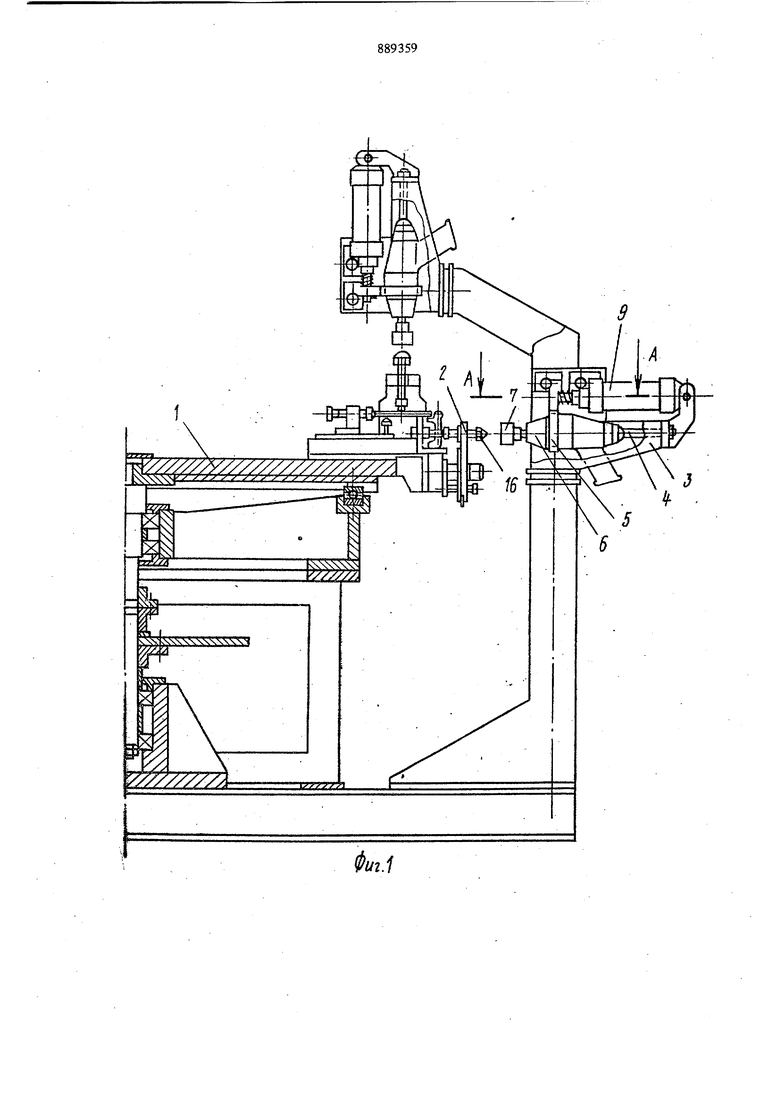
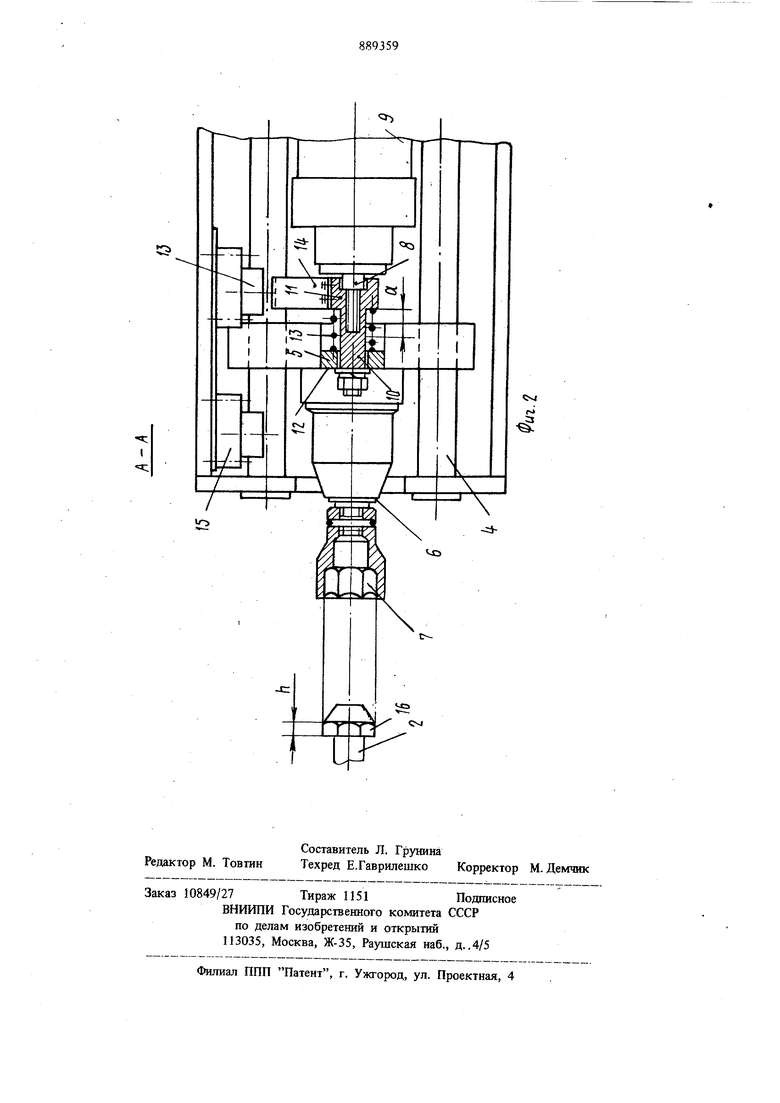
На фиг, 1 изображено устройство для сборки и сварки изделий; на фиг, 2 - разрез А-А m фиг. 1.
Устройство содержит основание с поворотной нланшайбой 1 с расположенными по ее ок ружности технологическнлш позициями загрузки, закрепления раскрепления и разгрузки.
На Планшайбе расположены сборочные приспособления, имеющие винтовые прижимы 2. Механизм управления винтовыло прижимами состоит из корпуса 3, на направляющих 4 которого установлена обойма 5, с закрепленным в ней гайковертом 6 с головкой 7 и соединенная со штоком 8 силового цилиндра 9 посредством t втулки 10 с буртиком И. Втулка 1 имеет возможность церемещения в отверстии 12 обоймы. На втулке между торцом буртика и обоймой установлена пружина 13. На втулке закреплен флажок 14, взаимодействующий с бесконтактными выключателями 15, установленными на корпусе. Ход а пружины 11 больше высоты h шестигранной части насадки 16 виитового прижима.
Насадка винтового прижима имеет конусную часть 17 для улучшения захвата головкой гайковерта насадки.
Механизм работает следующим образом.
На позиции, например, закрепления, автоматически одновремегаго включается гайковерт 6 и силовой цилиндр 9, осуществляющий поступательное перемещение обоймы 5 с гайковер том 6, в направлении винтовых прижимов 2. Вращающаяся головка 7 входит в зацепление с щестигранной частью насадки 16 винтового прижима 2 и производит его закручивание.
Если закручивание произведено, а флажок не дошел до концевого выключателя, то шток 8 силового щишндра продолжает перемещаться, сжимая пружину 13, при этом втулка проскальзьшает в отверстии 12 обоймы 5 до тех пор, пока флажок 14 не воздействует на концевой выключатель 15. После этого от выключателя поступит сигнал на реверс силового щишндра 9 и отключение гайковерта 6.
Независимо от того, на каком участке головка 7 гайковерта захватит насадку 16, флажок 14 всегда доходит до концевого выключателя за счет сжатия пружины при проскальзьгеаНии втулки в отверстии обоймы.
Применение механизмов управления с таким соединением штока силового Щ1линдра с обоймой обеспечивает их безотказную работу.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 804318, 1КЛ. В 23 К 37/04, 1979 (прототип).
tTi
I
ч::
SJ
