431
4;: СО
Изобретение относится к деревообрабатывающей промляленности, в частности к производству древесноволокнистых плит.
Известен способ изготовления фасонных древесноволокнистых плит, включающий подготовку волокнистой массзл, формование ковра и его прессование 11 .
Известен способ изготовления профильных древесноволокнистых плит,включающий приготовление и проклейку древесной массы отлив ковра, горячее прессование плит и формование профилей плит 1121.
Недостатком известных способов является низкая стабильность формы профилей о
Цель изобретения - повышение стабильности формы профилей.
Цель достигается тем, что согласно способу изготовления профильных .. древесноволокнистых плит проклейку древесной массы осуществляют щелочны-л раствором новолачной фанолформальдегидной смолы j, а перед формованием профилей выполняют пропитку плк раствором уротропина при 60-90 С в течение 30-180 с.
Пример, Готовят образцы изделий, имеющие форму полусферы радиусом 50 5M,
Б качестве связующего используют смолу СФ-010 Для обеспечения зодорастворимости смолу растворяют в 5%-ном раствора NaOH до содержания rfo cyxoivsy остатку 20% Этот раствор используют для проклейки древесноволокнистой массы.
Проклейку древесноволокнистой Классы осуществляют при следующем расходе проклеивающих веществ,. % к массй а6с сух,,, волокна;
Парафин1 .
Св я 3 ующе е (смол а
ОФ-С10)5
Соединитель (НдОг,) 2 (до
достижения рН мае сы 4,0-4 f 5)
Древесноволокнистую массу, содержащую 50% хвойных и 50% лиственных пород со степенью размола 20 ДС, проклеивают и обезвоживают в лабора™
торном отливном аппарате. Полученны древесноволокнистый ковер прессуют при 160, 180, 190 С (как показали испьТтания, при температурах свыше 190° С плиты прилипают к поверхности глянцевых листов и сеток). Полученные древесноволокнистые плиты толщиной 2,5 мгл погружают в 20%-ный раствор уротропина и пропитывают пр 60-90 С в течение 80-180 с. Затем плиты помещают в пресс-форму и прессуют при 160-200°С и давлении 3 МПа Удельное давление профильного прессвания зависит от вида изготавливаемого изделия и колеблется в предел 2-10 МПа, Время выдержки под давлен и е м 1 Evipf и / мм,
Pe KHivbi изготовления приве,п,ены в табл, 1,
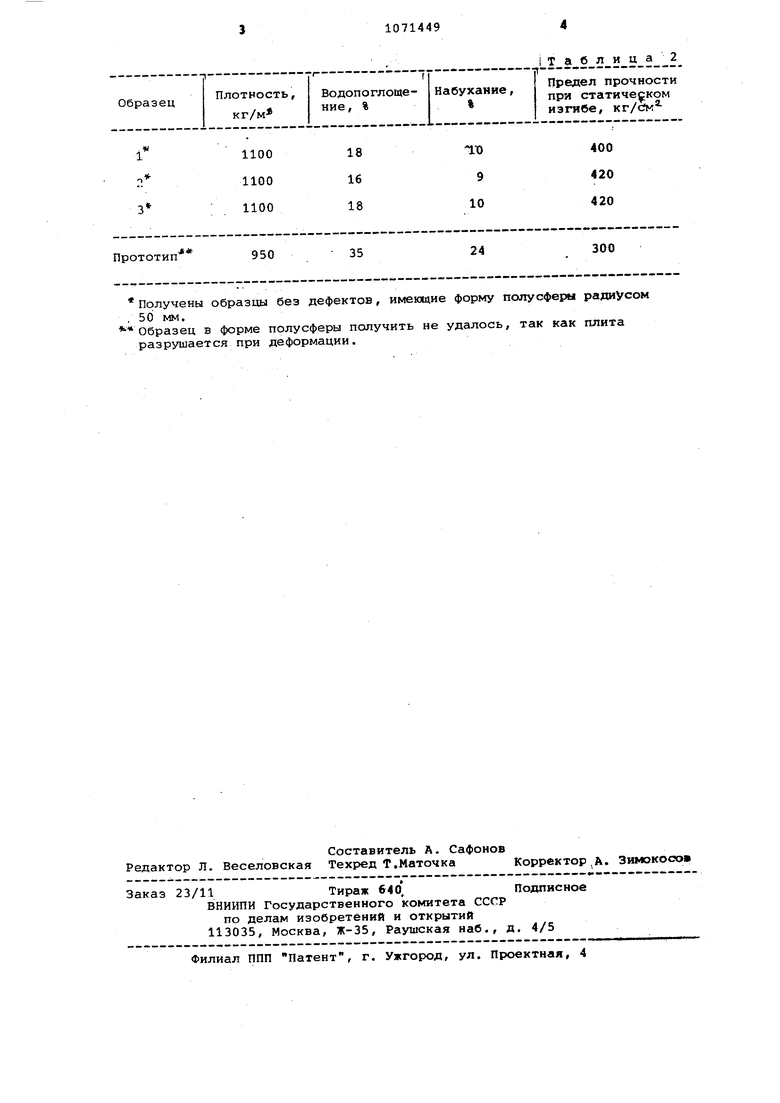
Физико-механические показатели получанных образцов приведены о табл, 2,
Применение термопластичното связующего в сочетании с обработкой пл раствором уротропина, являющегося пластификатором, обеспечивает благоприятные условия для деформации плнт при изготовлении фигурных изделий и дает возможность получать из,дели сложной конфигурации.
Во Bpeisra профильного прессования плит при 3-60-200 С происходит взаимодействие новолаков с уротропином, впитавшимся в плиты, и переход их в нерастворимое и неплавкое резольное состояние что обестгечизает высокие физико-механические показатели и стабильность формы полученных изделий.
Использование предлагаемого способа изготовления фигурных изделий из древесноволокнистых плит обеспечивает по сравнению с прототипом следующие гфеимущества возможность иолучешия изделий более сложной кон фигурации f° изделия , полученные данвым способом, обладают большей проч ностью и водостойкостью, что повыLuaeT устойчивость формы изделий при эксплуатадии экономический эффект для цеха Д13П мощностью 10 кшн. плит }з год по предварительному расчету составляет 800 тыс,руб.
Т а б п и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Способ изготовления мягких древесноволокнистых плит для изделий фасонного профиля | 1990 |
|
SU1756446A1 |
| Способ изготовления древесноволокнистых плит из лигноцеллюлозных волокон | 1981 |
|
SU1036568A1 |
| Способ изготовления древесно-волокнистых плит | 1989 |
|
SU1694764A1 |
| СОСТАВ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ТИПА МЯГКИХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1991 |
|
RU2010702C1 |
| Состав для изготовления волокнистого материала | 1980 |
|
SU910908A1 |
| Композиция для изготовления древесноволокнистых плит | 1974 |
|
SU491481A1 |
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| КАМЕРА ДЛЯ ТЕРМООБРАБОТКИ И/ИЛИ КОНДИЦИОНИРОВАНИЯ ДРЕВЕСНЫХ ПЛИТ | 1992 |
|
RU2090359C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЫ НЫХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ, включающий приготовление и проклейку древесной массы, отлив ковра, горячее прессование плит и формование профилей плит, отличающийс я тем, что, с целью повьаиения стабильности профилей плит, проклейку древесной массы осуществляют щелочным раствором новолачной фенолформальдегидной смолы, а перед формованием профилей выполняют пропитку плит раствором уротропина при 60ЭО С в течение 30-180 с.
160
180
2 3
190
180
180 90 30 200 16 О
Получены образцы без дефектов, имеющие форму полусферы радиусом . 50 мм.
Образец в форме полусферы получить не удалось, так как плита разрушается при деформации.
1Таблица2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Состав для пропитки древесно-воло-книстых плит | 1974 |
|
SU508410A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU434025A1 |
| Солесос | 1922 |
|
SU29A1 |
