(pusi
перемещения упором каретки 6. После этого каретка перемещается в зону отсекания заготовки (промежуточное положение), т.е. на величину, равную диаметру заготовки. Вместе с кареткой соответственно перемещается весь пакет заготовок. Рычаг-отсекатель 3 возвращается в исходное положение, отсекая одну крайнюю заготовку от остальных. Затем каретка 6 перемещается в зону обработки (крайнее левое положение), обеспечивая плавное скатывание заготовки в зону
обработки. Выполнение пневмоцилиндра привода 7 с двумя раздельными полостями и двумя поршнями, штОки которых шарнир- но закреплены один на неподвижном основании, а другой - на каретке 6, обеспечивает возможность регулировки перемещения последней в зависимости от диаметра выдаваемых заготовок при помощи регулировочных винтов, установленных в корпусе пневмоцилиндра привода 7. 1 з.п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Устройство для поштучной выдачи круглых длинномерных изделий | 1990 |
|
SU1779448A1 |
| Устройство для накопления и поштучной выдачи цилиндрических заготовок | 1991 |
|
SU1787629A1 |

Изобретение относится к обработке металлов давлением, а имено к автоматизации технологических процессов, и может быть использовано при подаче на позицию обработки длинномерных заготовок. Цель изобретения - повышение надежности за счет 8 7 снижения динамических нагрузок путем обеспечения фиксации упора в трех положениях - зоне приема, зоне отсекания и зоне обработки заготовки и расширения технологических возможностей. Для подачи заготовки 2 со стеллажа-накопителя 1 в зону технологической обработки каретка 6 с упором перемещается от привода 7, выполненного в виде пневмоцилиндра двойного действия, в зону приема заготовки (в крайнее правое положение) до соприкосновения упора с крайней заготовкой пакета, удерживаемого на стеллаже-накопителе 1 рычагом- отсекателем 3, связанным с пневмоцилиндром 5 через самозапирающийся кривошипно-шагунный механизм 4. Под действием пневмоцилиндра 5 рычаг-от- секатель3 опускается, освобождая пакетза- готовок, который удерживается от (Л С о чэ о ю го GJ
Изобретение относится к обработке металлов давлением, а именно к автоматизации технологических процессов, и может быть использовано при подаче на позицию обработки длинномерных заготовок.
Цель изобретения - повышение надежности за счет снижения динамических нагрузок путем обеспечения фиксации упора в трех положениях - зоне приема, зоне отсекания и зоне обработки заготовки и расширение технологических возможностей.
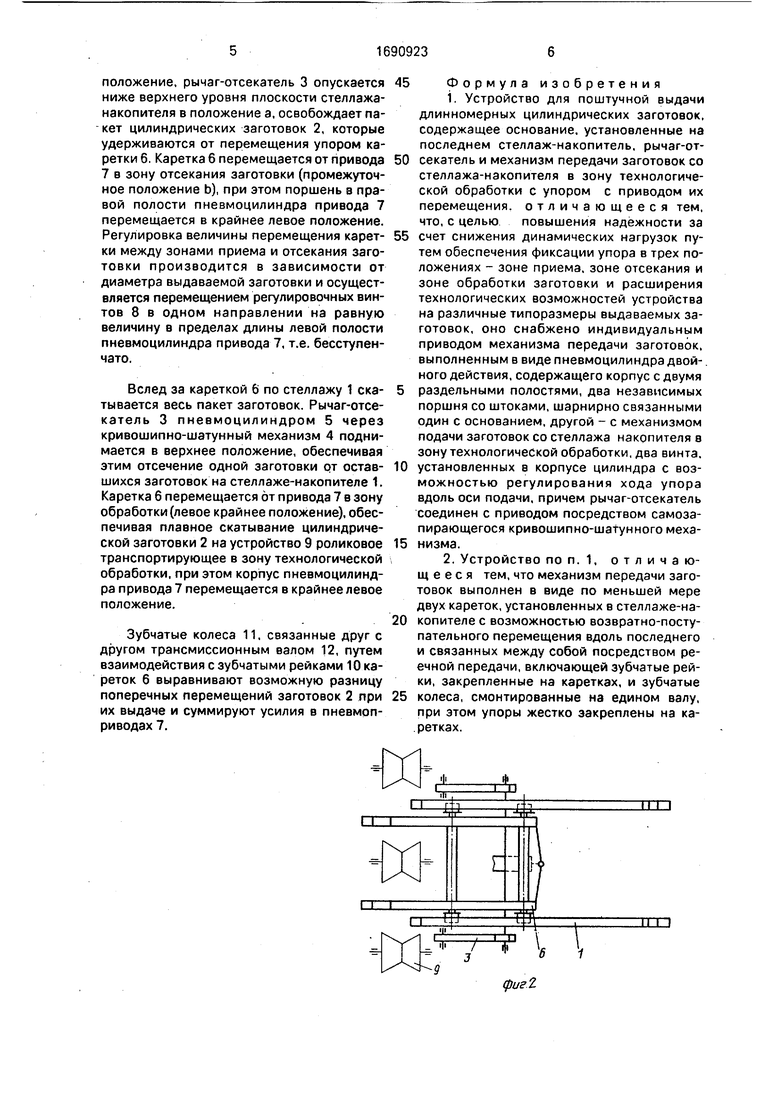
На фиг. 1 изображено устройство для поштучной выдачи длинномерных цилиндрических заготовок, общий вид; на фиг. 2 - каретка, вид сверху; на фиг, 3 - устройство, вид сверху; на фиг. 4 - разрез А-А на фиг. 3.
Устройство для поштучной выдачи длинномерных цилиндрических заготовок содержит стеллаж-накопитель 1, на котором размещены цилиндрические заготовки 2, механизм поштучной выдачи заготовок, выполненный в виде рычага-отсекате- ля 3, связанного посредством кривошипного-шатунного механизма 4 пневмоцилиндром 5. Механизм передачи заготовок из стеллажа-накопителя 1 в зону технологической обработки включает в себя приводную каретку 6 с упором, выполненную с возможностью возвратно-поступательного перемещения в направляющих стеллажа-накопителя 1, привод 7 каретки 6, выполненный в виде пневмоцилиндра возвратно-поступательного двойного действия, корпус которого имеет две раздельные полости с установленными в каждой из них независимыми поршнями со штоками, закрепленными шарнирно один на неподвижном основании, а другой - на кронштейне каретки 6.
Регулировка величины перемещения каретки 6 производится в зависимости от диаметра выдаваемой заготовки при помощи )егулировачных винтов 8, обеспечивающих фиксацию каретки в трех положениях - зоне приема, отсекания и обработки заготовки. Устройство 9 роликовое транспортирующее служит для подачи заготовок
в зону обработки. Зубчато-реечный механизм (фиг. 4) состоит из зубчатых реек 10, закрепленных жестко на каретках 6 и взаимодействующих с зубчатыми колесами 11, через трансмиссионный вал 12. Это позволяет за счет выравнивания хода каретки манипулировать изделиями неограниченной длины при их поперечном перемещении.
Устройство для поштучной выдачи
длинномерных цилиндрических заготовок работает следующим образом.
В исходном положении каретка 6 с упором находится в зоне обработки в крайнем левом положении, при этом корпус пневмо
цилиндра привода 7 относительно неподвижного основания находится в крайнем левом положении, в таком же положении находится поршень в правой полости пневмоцилиндра привода 7, рычаг-отсекатель 3
- в верхнем положении, одна из крайних цилиндрических заготовок 2, находящихся на плоскости стеллажа 1, упирается в рычаг- отсекатель 3, при этом поршень пневмоцилиндра 5 находится в крайнем левом
положении, а кривошипно-шатунный механизм 4 самозапирается, что обеспечивает удержание рычага-отсекателя 3 в верхнем положении в случае прекращения подачи сжатого воздуха.
Для подачи цилиндрической заготовки 2 со стеллажа-накопителя 1 в зону технологической обработки каретка 6 перемещается от привода 7 в зону приёма заготовки в крайнее правое положение, при этом поршень в правой полости и корпус пневмоцилиндра привода так же перемещаются в крайнее правое положение до упора в пакет заготовок, после этого поршень пневмоци линдра 5 перемещается в крайнее правое
положение, рычаг-отсекатель 3 опускается ниже верхнего уровня плоскости стеллажа- накопителя в положение а, освобождает пакет цилиндрических заготовок 2, которые удерживаются от перемещения упором каретки 6. Каретка 6 перемещается от привода 7 в зону отсекания заготовки (промежуточное положение Ь), при этом поршень в правой полости пневмоцилиндра привода 7 перемещается в крайнее левое положение. Регулировка величины перемещения каретки между зонами приема и отсекания заготовки производится в зависимости от диаметра выдаваемой заготовки и осуществляется перемещением регулировочных винтов 8 в одном направлении на равную величину в пределах длины левой полости пневмоцилиндра привода 7, т.е. бесступенчато.
Вслед за кареткой 6 по стеллажу 1 скатывается весь пакет заготовок. Рычаг-отсекатель 3 пневмоцилиндром 5 через кривошипно-шатунный механизм 4 поднимается в верхнее положение, обеспечивая этим отсечение одной заготовки от оставшихся заготовок на стеллаже-накопителе 1. Каретка б перемещается от привода 7 в зону обработки (левое крайнее положение), обеспечивая плавное скатывание цилиндрической заготовки 2 на устройство 9 роликовое транспортирующее в зону технологической обработки, при этом корпус пневмоцилиндра привода 7 перемещается в крайнее левое положение.
Зубчатые колеса 11. связанные друг с другом трансмиссионным валом 12, путем взаимодействия с зубчатыми рейками 10 кареток 6 выравнивают возможную разницу поперечных перемещений заготовок 2 при их выдаче и суммируют усилия в пневмоприводах 7.
Формула изобретения
счет снижения динамических нагрузок путем обеспечения фиксации упора в трех положениях - зоне приема, зоне отсекания и зоне обработки заготовки и расширения технологических возможностей устройства на различные типоразмеры выдаваемых заготовок, оно снабжено индивидуальным приводом механизма передачи заготовок, выполненным в виде пневмоцилиндра двойного действия, содержащего корпус с двумя
раздельными полостями, два независимых поршня со штоками, шарнирно связанными один с основанием, другой - с механизмом подачи заготовок со стеллажа накопителя в зону технологической обработки, два винта.
установленных в корпусе цилиндра с возможностью регулирования хода упора вдоль оси подачи, причем рычаг-отсекатель соединен с приводом посредством самозапирающегося кривошипно-шатунного механизма.
колеса, смонтированные на едином валу, при этом упоры жестко закреплены на каретках.
9
ггii
ii
XI
/
| Устройство для поштучной выдачи цилиндрических деталей | 1986 |
|
SU1414558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
