с п
Изобретение относится к обработке металлов давлением и может быть использовано для поштучной выдачи длинномерных заготовок, например проката круглого или квадратного се- чения.
Цель изобретения - повышение производительности за счет сокращения времени переналадки устройства на другой типоразмер заготовок и обес- печение бесступенчатой переналадки.
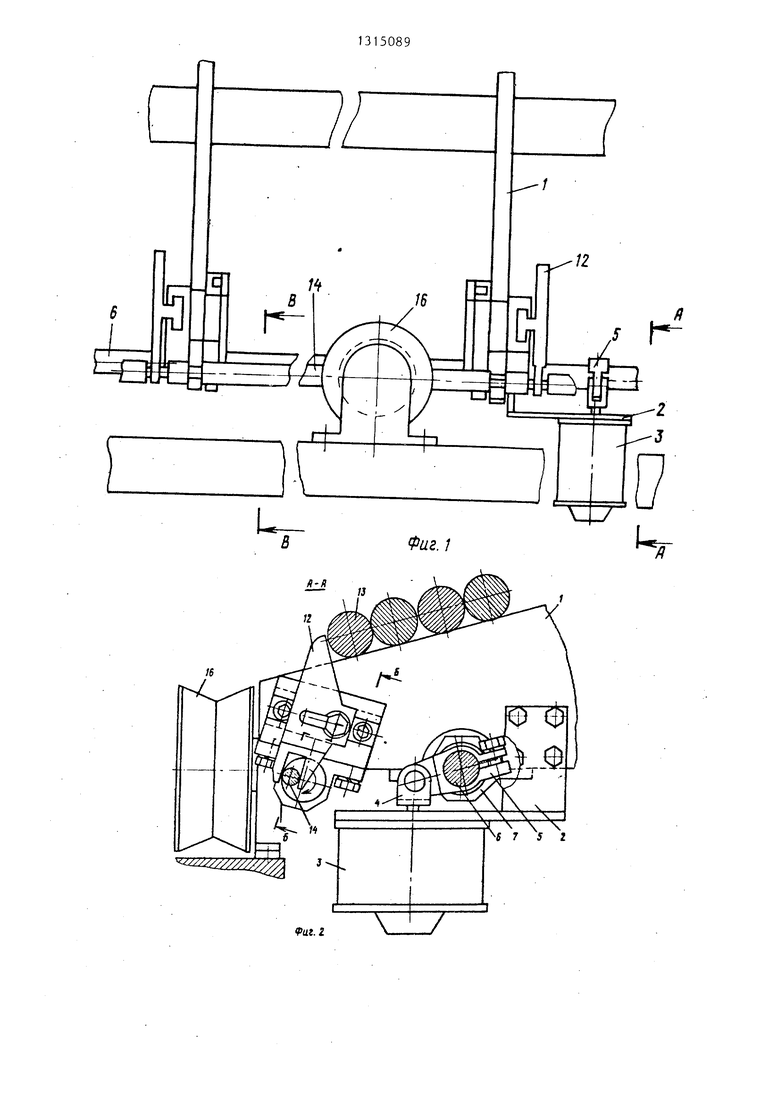
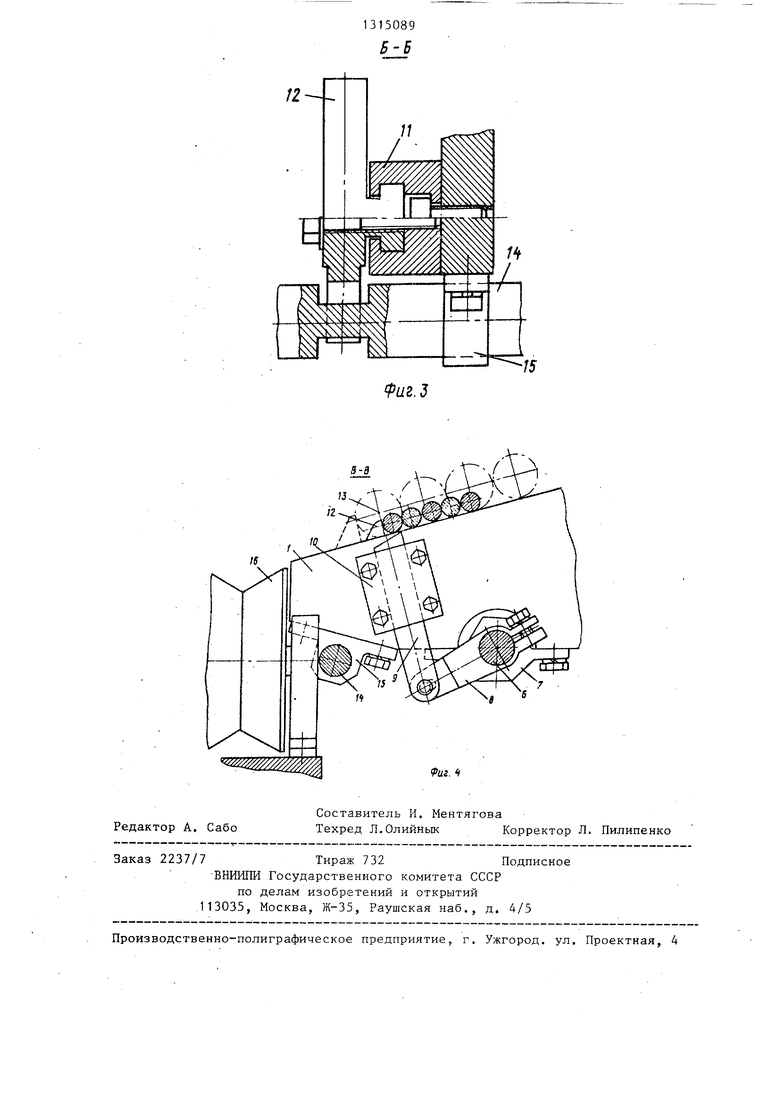
На фиг. 1 изображено устройство„ (применительно к выдаче круглого проката) ,, общий вид; на фиг. 2 - разрез на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - раз- рез В-В на фиг.1.
Устройство содержит наклонный стелаж 1, к одной из стоек которого мощью кронштейна 2 закреплен силовой электромагнит 3, Серьгой А толкатель (якорь)- электромагнита связан шар- нирно с рычагом 5, закрепленным на оси 6. Ось проходит вдоль всего уст- ройства, установлена в подшипниках 7 скольжения, закрепленных на стойках стеллажа 1. На этой же оси закреплены другие рычаги 8, шарнирно соединенные с толкателем 9, рабочие торцы которых выполнены наклонными в сто рону движения заготовок. Толкатели пермещаются в пазах направляющих 10, установленных на одной из плоскостей стоек стеллажа 1. На другой плоскости стоек стеллажа 1 против каждого толкателя закреплены направляющие 11 в наклонных пазах которых установлены ограничительные упоры 12, удерживающие заготовки 13 на стеллаже.
Нижние концы ограничительных упоров 12 выполнены в виде вилки, которая охватывает эксцентричные шейки вала 14, проходящего через весь стеллаж 1 и установленного в подшипниках
15скольжения, закрепленных на стой- ках стеллажа 1. Выдача заготовок осуществляется на рольганг 16.
Устройство работает следующим образом.
При рабочем ходе силового электромагнита 3 и повороте оси 6 толкатели 9, перемещаясь в направляющих 10, приподнимают заготовку 13 над ограничительными упорами 12, Под собственным весом заготовка скатывается на рольган
16и подается в зону обработки. Тол
5
Q
5
0
5
0
5
0
5
катели возвращаются в исходное положение при отключении электромагнита. Затем цикл повторяется. Бесступенчатая переналадка устройства на другие типоразмеры заготовок осуществляется перемещением одновременно (путем по- в орота общего вала 14) всех ограничительных упоров 12 вдоль стеллажа 1. При переходе на выдачу заготовок другого, например меньшего, диаметра оператор поворачивает вал 14 на определенный угол, при этом эксцентриковые шейки вала перемещают одновременно все ограничительные упоры 12 по наклонным пазам направляющих 11 к толкателям. Одновременно с перемещением ограничительных упоров уменьшается высота выступания их над стеллажом. Предлагаемое устройство позволит увеличить производительность линии поперечно-винтовой прокатки, в которой предполагается его применение, на 10-15% за счет сокращения времени на переналадку при переходе с одного типоразмера заготовки на другой, так как перемещение ограничительных упоров осз Щвствляется одновременно от одного привода, Переналадка с одного типоразмера заготовок на другой осуществляется бесступенчато.
Формула изобретения
Устройство для поштучной выдачи длинномерных заготовок, содержащее смонтированный на стойках основания накло1шый стеллаж с ограничительными упорами и подвижные от привода толкатели заготовок, отличающееся тем,,что, с целью повышения производительности за счет сокращения времени переналадки устройства на другой типоразмер заготовок и обеспечения бесступенчатой переналадки, оно снабжено неподвижно закрепленными на стойках направляющими с выполненными наклонно относительно стеллажа пазами, в которых установлены ограничительные упоры с возможностью перемещения вдоль направляющих, и установленным между стойками валом с эксцентриковыми шейками, при этом нижние концы ограничительных упоров выполнены в виде вилок и установлены с возможностью взаимодействия с эксцентриковыми шейками вала.
.Z
1315089
5-5
/2 -
иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи из пакета длинномерных изделий | 1990 |
|
SU1782889A1 |
| Устройство для накопления и поштучной выдачи длинномерных профильных заготовок | 1989 |
|
SU1669621A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Устройство для поштучной подачи длинномерных цилиндрических заготовок | 1981 |
|
SU1009948A1 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Устройство для поштучной подачи длинномерных труб и прутков малого диаметра | 1981 |
|
SU1049230A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| Устройство для поштучной выдачи круглых длинномерных изделий | 1990 |
|
SU1779448A1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для поштучной выдачи длинномерных заготовок, например проката круглого или квадратного сечения. Цель изобретения - повышение производительности за счет сокращения времени переналадки устройства на другой типоразмер заготовок и обеспечение бесступенчатой переналадки. Устройство содержит наклонный стеллаж с толкателями, закрепленные на стойках направляющие с наклонными пазами, -в которых установлены oi- раничительные упоры (ОУ). ОУ, перемещаясь по наклонньм пазам, изменяют расстояние между своими рабочими торцами и торцами толкателей, а также высоту выступания рабочих торцов ОУ над стеллажом. Устройство снабжено механизмом одновременного перемещения всех ОУ, состоящим из общего вала, установленного между стойками. Вал выполнен с эксцентриковьти шейками, которые взаимодействуют с вилками ОУ. При переходе на выдачу заготовок другого, например меньшего, диаметра оператор поворачивает вал на определенный угол. При этом эксцентриковые шейки вала перемещают одновременно все ограничительные упоры по наклонным пазам направляющих к толкателям. Одновременно с перемещением ограничительных упоров уменьшается высота выступания их над стеллажом. 4 ил. G (Л
Ш.
Фиг. t
Редактор А, Сабо
Составитель И. Ментягова
Техред Л.Олийнык Корректор Л. Пилипенко
Заказ 2237/7Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий ,113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для поштучной выдачи длинномерных заготовок | 1980 |
|
SU893347A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
