I
Изобретение относится к машиностроению, и может быть использовано при автоматизации технологических процессов сборки.
По, основному авт.св. N 810424 известно устройство для автоматической сборки деталей методом автопоиска, содержащее основание с базовым приспособлением иод одну из собираемых деталей, кинематически связанным с приводом крутильных колебаний, и упруго закрепленную на основании платформу с лотками под другую деталь и привод ее перемещения ВД
Недостатком этого устройства является его низкая надежность при сборке группы присоединяемых деталей с пакетом базовых из-за необходимости жесткого закрепления базовой детали в приспособлении, так как при свободном размещении базовых деталей отверстия распределяются по окружности и сборка становится невозможной.
Цель изобретения - ограничение относительного смещения деталей и повьпцение надежности процесса сборки.
Указанная цель достигается тем, что базовое приспособление снабжено конусными штырями, установленными перпе1здикулярно .плоскости соверщаемых этим приспособлением крутильных колебаний.
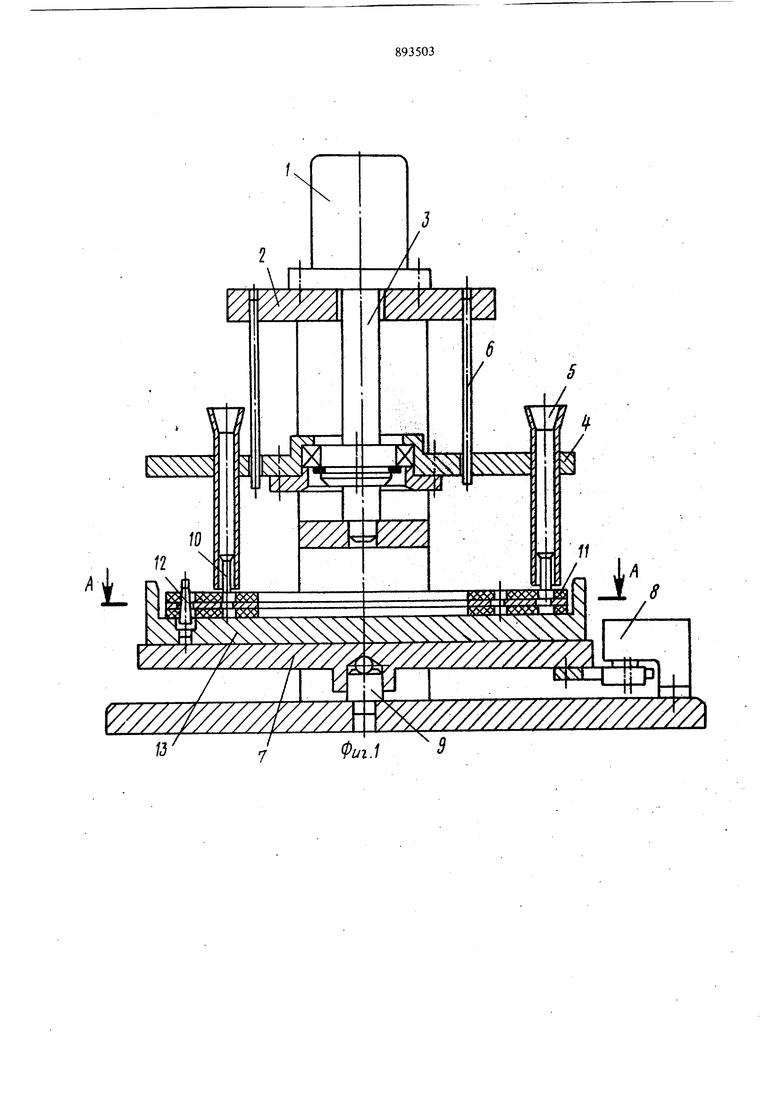
На фиг. 1 показано предлагаемое устройство, общий вид, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Вал двигателя 1, установленного на корпу10се 2, соединен с валом 3, с эксцентриком которого контактирует платформа 4, на которой закреплет.1 лотки 5. От проворачивания платформу 4 удерживают пружинные стержни 6. Основание 7, связанное с приводом 8 крутиль15ных колебаний, посажено на оси 9, закрепленной в корпусе 2. Клетки 5 служат для подачи в зону сборки присоединяемых деталей 10 от механизма поштучной выдачи (не показан). Пакет базовых собираемых деталей 11 сориен20тирован -при помощи конусных штырей 12 базового приспособления 13, установленного на основании 7. Конусные штыри 12 расположены перпендикулярно плоскости крутильных колебаНИИ базового приспособления, а их оси совпадают с номинальным расположением оси отверстий базовых деталей, используемых для ориентирования (фиг. 2). Устройство работает следующим образом. В общем случае оси отверстий в базовых собираемых деталях 11 и оси присоединяемых деталей 10 (заклепок) смещены и закреплены, нижними торцами упираются в поверхност верхней базовой детали собираемого пакета. При .1вращенин ротора двигателя I платформа 4, контактирующая с | эксцентрической частью вала 3, а также лотки, закрепленные на платформе, описывают окружности в плоскости, перпендикулярной оси сборки. ОдвовреиЛенно основанию 7 с устанснвленным на нем ЗазоibiM приспособлением 13 сообщают крутпъные колебания относительно оси 9 при помощи привода 8. В результате происходит проскальзьгаанйе деталей 11 пакета относительно рруг друга. Величина отноштеЛьного смещения деталей 11 пакета ограничивается конусными штырями. 12. Конусность щтырей 12 обеспечивает разную величину относительного смещения деталей 11 пакета и, тем самым, исключает эффект слипания деталей пакета во время колебаний. Для безоттсазной сббрки необходимо, чтобы величина относительного смещения деталей 11 собираемого пакета была больше удвоенного допуска на отклонение осей отверстий в них 3.4 от номинального расположения. Это требование обеспечивается величиной конусности стержней 12. Оси присоединяемых деталей 10, повторяя движение лотков, описывают окружности, а оси отверстий базовых деталей И, соверщая крушльные колебания, пересекают зону поиска присоединяемых деталей. При совпадении сопрягаемых поверхностей присоединяемой детали 10 и отверстия верхней детали пакета 11 присоединяемая деталь западает в отверстие и постепенно пронизьгеает весь пакет. Устройство обеспечивает повьшхение надежности сборки, что приведет к его безотказной работе с высокой производительностью. Формула изобретения Устройство для автоматической сборки деталей по авт. св. № 810424, отличающееся тем, что, с целью ограничения относительного смещения деталей и повышения надежности сборки, базовое приспособление снабжено конусными штырями, установленными перпендикулярно плоскости совершаемых этим приспособлением крутильных колебаний. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 810424, кл. В 23 Р 19/04, 1979.
Ж Ьлла . , , . , , РЯР тУу ГЛЛ
У//У//Г//////// //- /////////
/ /
Фиг.
7

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2011 |
|
RU2477700C2 |
| Устройство для сборки | 1989 |
|
SU1689010A1 |
| Устройство для автоматической сборки с автопоиском | 1980 |
|
SU942927A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ТИПА "ВАЛ-ВТУЛКА" | 2008 |
|
RU2381095C1 |
| Самоустанавливающаяся сборочная головка | 1986 |
|
SU1342658A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Адаптивная сборочная головка промышленного робота | 1988 |
|
SU1618561A1 |
| Устройство для сборки деталей типа вал-втулка | 1980 |
|
SU963793A1 |
| СПОСОБ СБОРКИ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2010 |
|
RU2445200C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ | 1972 |
|
SU415132A1 |