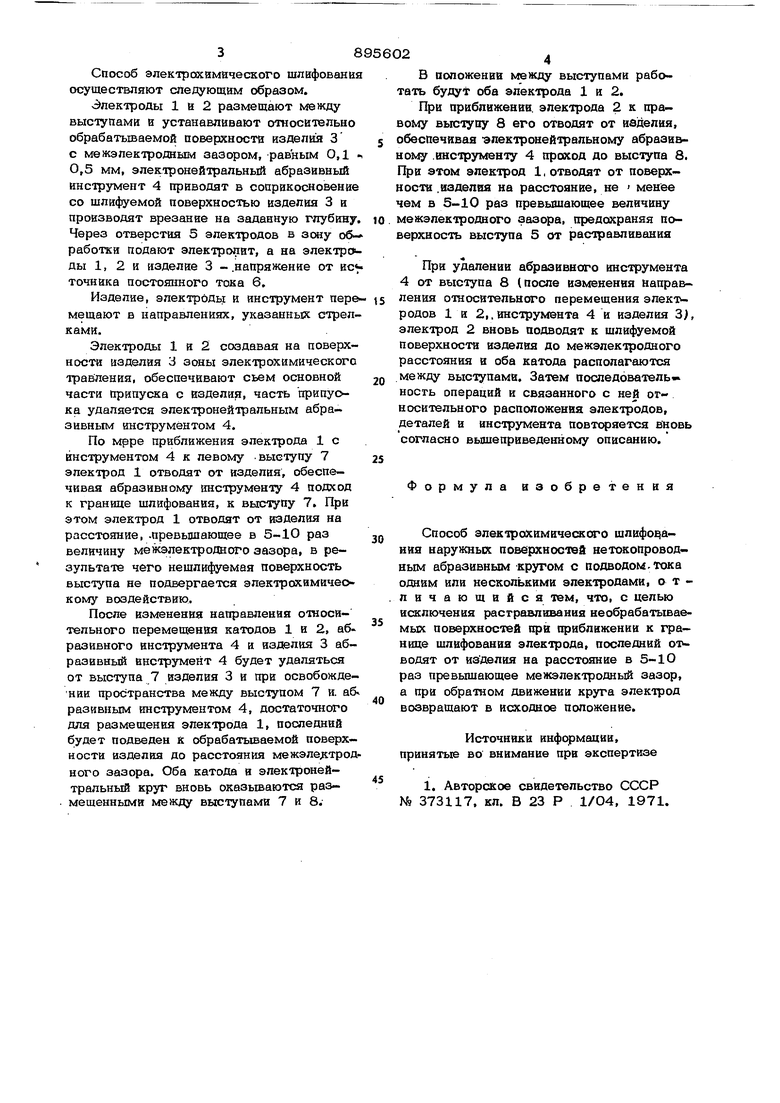
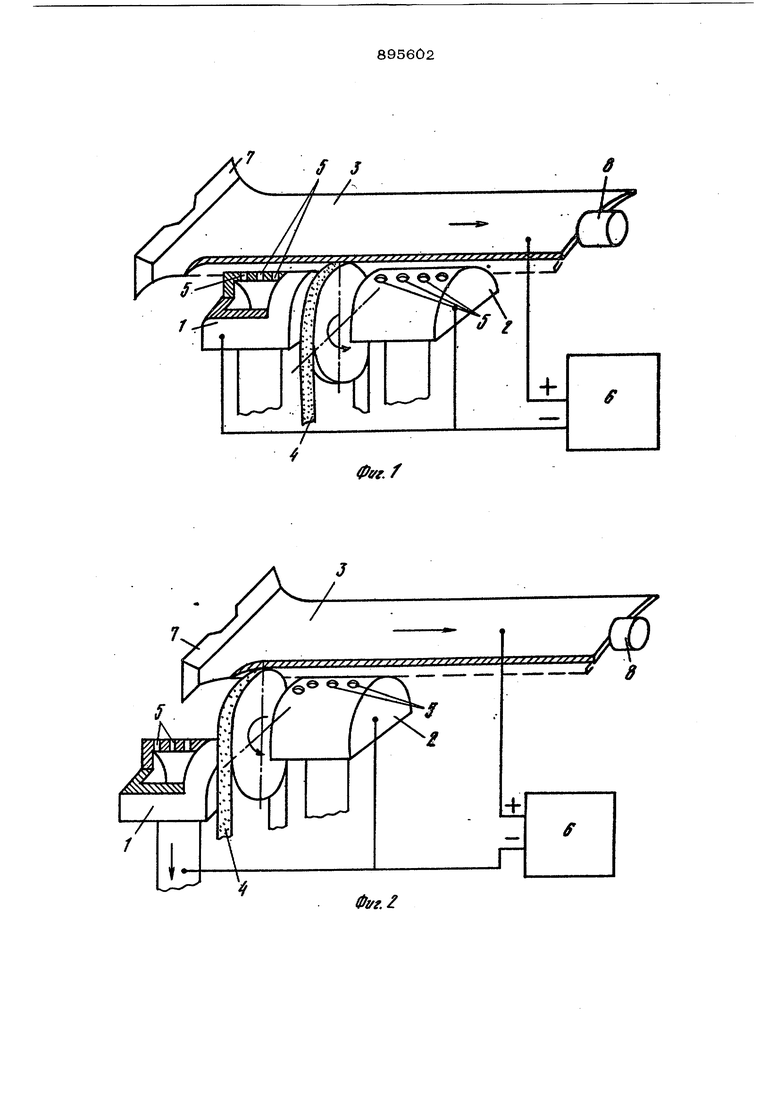
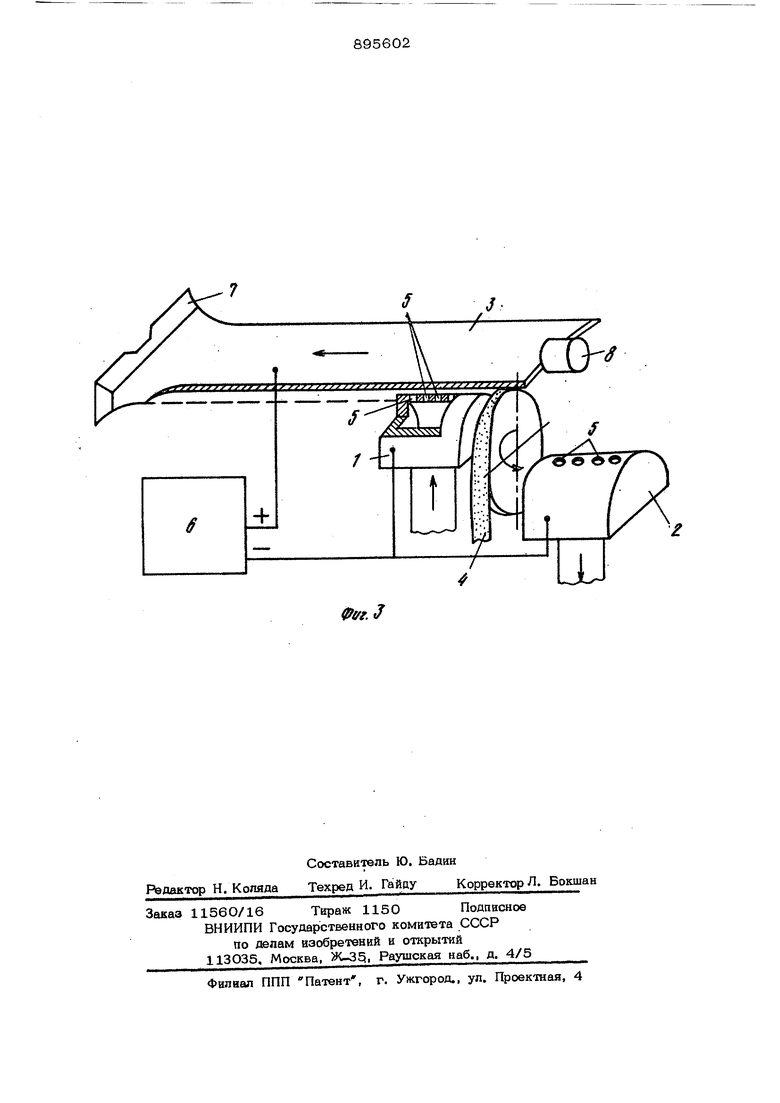
Изобретение относится к области элект рокимических методов обработки и может найти применение при обработке поверхности лопаток турбины, ступенчатых валов и др. Известен способ электрохимического шлифования с созданием отдельной электрохимической зоны с помощью автономного электрода З}. При выполнении данного способа кагоды, совершая воайрагно-поступательные переме щения, в крайних положениях выходят лишь частично за пределы шлифуемой плоскости изделия, что приводит к растравливанию сопряженных с ней .поверхностей. Кроме того, в крайних положениях перемещаемого возвратно-поступательно изделия происходит изменение нагфавления взаимного перемещения катодов и изделия, их относительная скорость снижается до нуля с последующим ее увеличением, в результате чего отдельные участки изделия периодически будут подвергаться более длительному воздействию электрохимичесКОГО травления, что отрицательно сказывается на точности обработки. Цель изобретения - обеспечение обрабогки поверхностей, ограниченных выступами и уменьшение растравливания нешлифуемых поверхностей. Поставленная цель достигается тем, что электрод при его приближении к границе шлифования отводят от изделия, обео печивая подход круга до границы шлифования, а при обратном движении круга электрод возвращают в исходное положение; при этом электрод отводят на расстояние в 5-1О раз превышающее межэлектродный зазор. На фиг. 1 показано положение катодов и электронейтрального круга между выступами, ограничивающими шлифуемую поверхность; на фиг. 2, - положение катодов и элекоронейтрального круга у левого выступа, на фиг. 3 - положение катоДов и электронейтрального круга у правого выступа. 38 Способ электрохимачесжого шлифования осуществляют следующим образом. Электроды 1 в 2 размещают между выступами в устанавливают относительно обрабатываемой поверхноств изделия 3 с ме «электродным зазором, равным 0,1 0,5 мм, элеклронейтральный абразивный инструмент 4 приводят в соприкосновение со шлифуемой поверхностью изделия 3 в производят врезанве на заданную глубину Через отверстия 5 электродов в зону обработав подают электропвт, а на электроды 1, 2 в изделие 3 -.напряжение от вс точнвка постоянного тока б. Изделие, электроды в инструмент пере мещают в направлениях, указанных стрелками. Электроды 1 и 2 создавая на поверхности взделвя 3 зоны электрохимического травления, обеспечивают сьем основной части припуска с взделвя, часть првпуока удаляется электронейтральным абразввным инструментом 4. По мрре приближения электрода 1 с инструментом 4 к левому .выступу 7 электрод 1 отводят от изделия, обеспечивая абразивному шструменту 4 подход к гранвце шлвфованвя, к выступу 7, Прв этом электрод 1 отводят от взделвя на расстояние, .превьапающее в 5-10 раз величину меясэлектродного зазора, в результате чего нешлвфуемая поверхность выступа не подвергается электрохвмвчео кому воздействию. После изменения направления относительного перемещения катодов 1 в 2, абразввного инструмента 4 и взделвя 3 абразввный инструмент 4 будет удаляться от выступа 7 изделия 3 и при освобожденив пространства между выступом 7 и. аб разивным инструментом 4, достаточного для размещения электрода 1, последний будет подведен к обрабатьшаемой поверх- ноств взделвя до расстоянвя межэледтрод ного зазора. Оба катоДа в электронейтральный круг вновь оказываются раз. мешенными между выступамв 7 в 8. 2 В аоложенвв между выступамв работать будут оба электрода 1 в 2. Прв првблвженив. электрода 2 к правому вьгступу 8 его отводят от иаделия, обеспечввая электронейтральному абразивому .инструменту 4 прокод до выступа 8. При этом электрод 1, отводят от поверхноств .взделвя на расстояние, не менее чем в 5-10 раз превьшающее велвчвну межэлектродного зазора, предохраняя поверхность выступа 5 от растравливания При удалении абрааввного внструмента 4 от выступа 8 (после взмененвя направления относительного перемещенвя элект родов 1 в 2,.внструмента 4 в взделвя 3), электрод 2 вновь подводят к шлвфуемой поверхноств ваделвя до межэлектродного расстоянвя в оба катода располагаются между выступами. Затем последователь- носгь операций в связанного с ней относительного расположения электродов, деталей в инструмента повторяется вновь согласно вышепрвведенному опвсанвю. Формула взобретения Способ электрохимвческсго шлвфоэанвя наружных поверхностей нетокопроводным абрааввным кругом с подводом-тока одним вли нескопьквмв электродами, о т лвчающвйся тем, что, с целью всключенвя расгравлвванвя необрабатывае мых. поверхностей при првблвженвв к гранвце шлвфованвя электрода, поспеднвй от водят от взделвя на расстоянве в 5-10 раз превышающее межэлектродный зазор, а прв обратном дввженви круга электрод возвращают в исходное попоженве. Источнвкв информацвв, принятые во внимание прв экспертизе 1. Авторское свидетельство СССР N9 373117, кл. В 23 Р 1/04, 1971.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
| Способ комбинированной обработки | 1981 |
|
SU1286362A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ ИЗДЕЛИЙ ЭЛЕКТРОНЕЙТРАЛЬНЫМИ ИНСТРУМЕНТАМИ | 1967 |
|
SU215685A1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| Устройство для электрохимической правки шлифовальных кругов | 1980 |
|
SU1114509A1 |
| Способ электрохимической размерной обработки поверхностей тел вращения | 1980 |
|
SU876345A1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
| СПОСОБ ЗАЩИТЫ НЕОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1972 |
|
SU344954A1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
Ф&г. e7
