Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки металлоконструкций, преимущественно днищ и настилов.
Известна поточная линия, содержащая основание, укладчик, стенд первичной сборки, сварочный кантователь и поворотный стол 1.
Недостатком такой линии является сложность изготовления из-за наличия укладчика и малая производительность из-за потерь времени на зачаливание и перекладку изделия.
Известна также поточная линия для сборки и сварки металлоконструкций, преимущественно днищ и настилов, содержащая установленные на основании тележку шагового транспортера, кантователь с подъемными центрами, листоукладчик 2.
Недостатком известной поточной линии является малая производительность, так как велико межоперационне время на перекладку металлоконструкции.
Цель изобретения - повышение производительности путем уменьщения межоперационного времени.
Указанная цель достигается тем, что на тележке транспортера с возможностью перемещения в плоскости, перпендикулярной основанию, смонтирована направляющая, несущая приемный стол, а поточная линия оснащена подъемным щтоком, расположенным на основании в плоскости размещения подъемных центровкантователя перпендикулярно основанию с возможностью взаимодействия с торцом направляющей тележки.
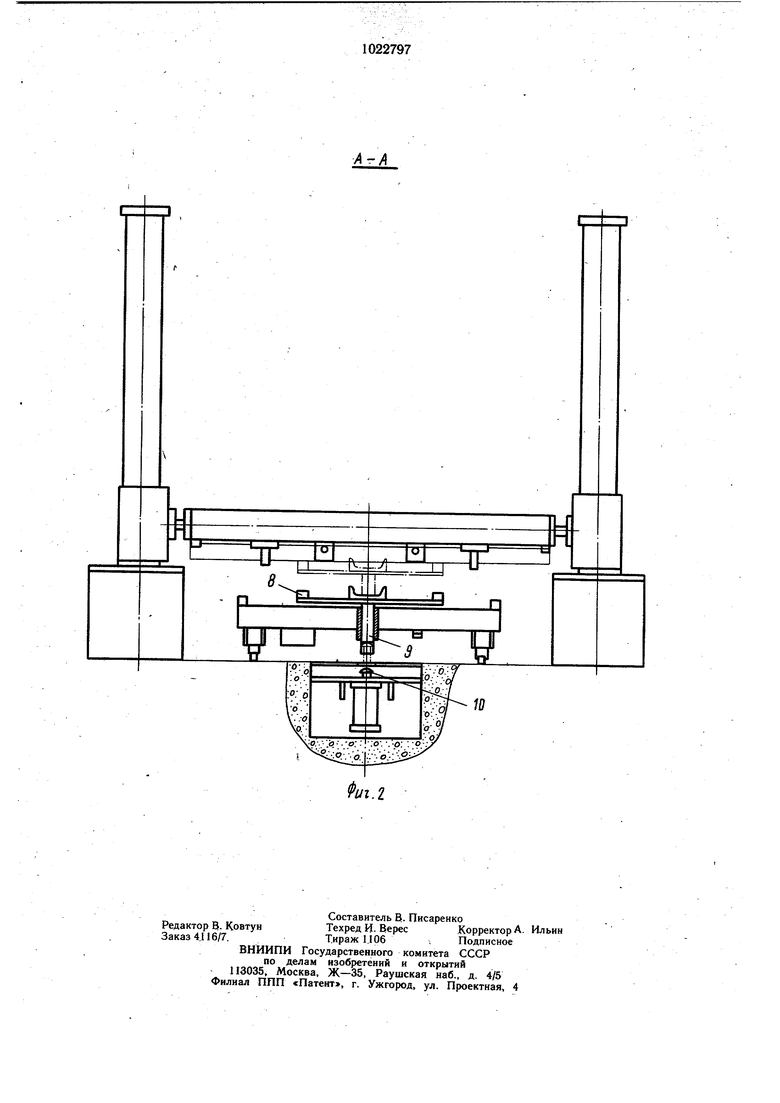
На фиг. 1 представлена поточная линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Поточная линия сборки и сварки металлоконструкций содержит связанные между собой щаговым транспортером 1 кантователь 2 с подъемными центрами для сборки И сварки рамы, установленный на основании между стойками кантователя подъемник 3, листоукладчик 4 и электрозаклепочник 5. Шаговый транспортер 1 содержит
расположенные вначале и конце линии приводную и натяжную станции (не показаны), тяговый элемент 6, тележку 7, на которой смонтирован с возможностью перемещения в плоскости, перпендикулярной основанию, приемный стол 8 с направляющей 9. Подъемник 3 содержит подъемный щток, снабженный сферической пятой 10.
Поточная линия сборки и сварки металлоконструкций работает следующим образом
На кантователе 2 с подъемными центрами производят сборку и сварку рамы. После окончания.сварки кантователь поворачивается вместе с рамой в положение «Рама внизу и центр кантователя опускается в
5 крайнее нижнее положение. Включается привод щагового транспортера 1 и тележка 7 с помощью тягового элемента б перемещается под кантователь 2 и останавливается так, чтобы направляющая 9 оказалась над подъемником 3. Включается подъемник 3, сферическая пята 10 взаимодействует торцом с направляющей 9 приемного стола 8 и поднимает стол до соприкосновения с рамой. Выключаются прижимы, прижимающие раму к кантователю 2, и одновременно
5 реверсируется цилиндр подъемника 3. Под действием собственного веса приемный стол 8 вместе с рамой опускаются на тележку 7. Сферическая пята 10 прекращает взаимодействие с направляющей 9 и тележка 7 вместе с рамой беспрепятственно перемещается под листоукладчик 4. После остановки дележки 7 листоукладчик 4 производит укладку листов на раму и затем тележка 7 перемещается под электрозаклепочник 5 и останавливается. Электрозаклепочник 5 производит приварку листов к
раме, после чего тележка 7 перемещается под разгрузку. В это время на кантователе 2 производится сборка и сварка следующей рамы. После съема готового изделия цикл повторяется.
В результате использования предлагаемого изобретения повыщается производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ, преимущественно днищ и настилов, содержащая установленные на основании тележку щагового транспортера, кантователь с подъемными центрами, листоукладчик и электрозаклепочник, отличающаяся тем, что, с целью повышения производительности путем уменьшения межоперационного времени, на тележке шагового транспортёра с возможностью перемещения в плоскости, перпендикулярной основанию, смонтирована направляющая, несущая приемный стол, а поточная линия оснащена подъемным штоком, расположенным на основании в плоскости размещения подъемных центров кантователя перпендикулярно основанию с возможностью взаимодействия с торцом направляющей тележки. ю tc со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поточная линия | 1976 |
|
SU612773A1 |
| В, 23 К 37/04, 02.08.76 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
