1
Изобретение относится к черной металлургии и строительным материалам и может быть использовано для регулирования процесса обжига в многозонных печах с кипящим слоем.
Известен способ автоматического регулирования процессом обжига в печах с кипящим слоем путем изменения подачи сырья в зависимости от температуры в печи с коррекцией по перепаду температур по длине кипящего слоя, включающий выгрузку материала в зависимости от высоты кипящего Ьлоя 1 }.
Однако известный способ не обеспечивает качественного регулирования, так как не стабилизирует высоту слоя в печи и не обеспечивает поддер : ание стабильного аэродинамического режима работы печи.
Наиболее близким к предлагаемому являет способ автоматического регулирования процесса обжига в многозонных печах с кипящим слоем, включающий
изр-.енеиие подачи сырья в зону подогрева по изменению высоты слоя в этой зоне, изменения выгрузки материала в зону обжига в зависимости от изменения температуры в этой зоне, изменение выгрузки материала из зоны обжига в зону охлаждения в зависимости от высоты кипящего слоя в зоне обжига и изменение выгрузки материала из зоны охлаждения в зависимости от высоты в этой зоне. Этот способ позволяет регулировать высоту слоя по зонам 2J
Однако известный способ не позволяет стабилизировать аэродинамический режим печи. Стабильная, работа многозонной печи с кипящим слоем, качество обжига исходного материала, а также производительность печи во многом зависит от стабилизации высоты слоя по зонам и, в первую очередь, в зоне обжига (реакционной зоне), так как изменение высоты слоя ведет к нарушению аэродинамического режима работы печи и изменению времени пребывания
материала в зоне обжига при стабилизированной производительности и неизбежно приводят к колебаниям высоты слоя в зонах подогрева и охлаждения, связанных с зоной обжига переточными устройствами. Кроме того, известный способ регулирования обладает большим временем запаздывания ,так как при изменении высотыслоя в зоне обжига, изменяется высота слоя в зонах подогрева и охлаждения и только позволяет изменить загрузку в зоны подогрева и выгрузку из охладителей.
Целью изобретения является повышение точности регулирования.
Это достигается тем, что в известном способе автоматического регулирования процесса обжига в многозонных печах с кипящим слоем, включающим изменение подачи сырья в зону подогрева по изменению высоты слоя в этой зоне, изменение выгрузки материала в зону обжига в зависимости от изменения температуры в этой зоне, изменение выгрузки материала из зоны обжига в зону охлаждения в зависимости от высоты кипящего слоя в зоне обжига и изменение выгрузки материала из зоны охлаждения в зависимости от высоты слоя в этой зоне, дополнительно осуществляют корректировку измеряемой высоты слоя в зонах подогрева и охлаждения по изменению измеряемой высоты слоя в зоне обжига, увеличивая загрузку материала в зону подогрева, при уменьшении высоты слоя в зоне обжига с одновременным уменьшением выгрузки материала из зоны охлаждения.
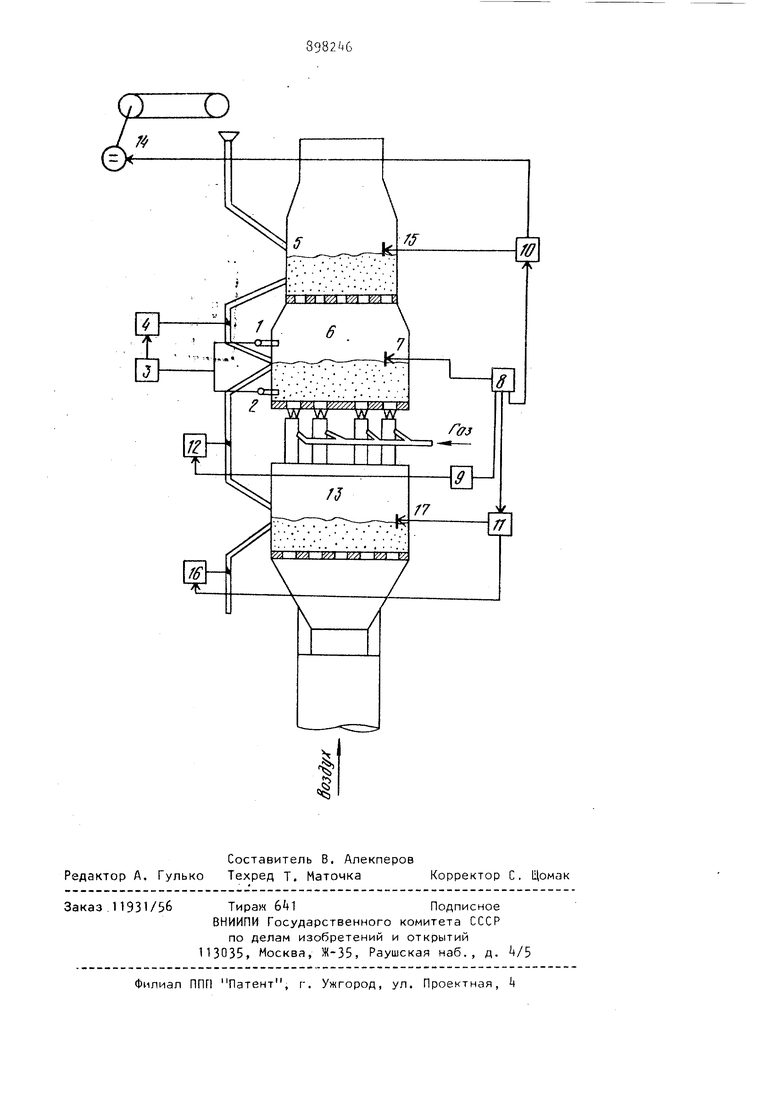
На чертеже представлено устройство, реализующее предложенный способ.
Разностный сигнал, между температурой обжигового газа (термопара 1 ) и кипящего слоя (термопара 2) поступает на регулятор 3, где сравнивается с заданием. Регулирующий сигнал с регулятора 3 посредством исполнительного механизма , уменьшает или увеличивает количество материала, выгружаемого из зоны подогрева 5 в зону обжига 6 путем воз. действия на клапан переточиого устройства, изменяя тем самым высоту в зоне обжига и в зоне подогрева. сигнал с датчика высоты слоя 7 посту- 55 га,
пает на блок функционального регулирования 8, который одновременно формирует и выдает сигнал на регуляторы слоя 9-11. Регулятор высоты слоя 9 в зоне обжига посредством исполнительного механизма 12 изменяет количество материала, выгружаемого из зоны обжига в зону охлаждения 13, стабилизируя тем самым высоту слоя в этой зоне. После поступления корректирующего сигнала регулятор высоты слоя 10 зоны подогрева вырабатывает управляющий сигнал на двигатель загрузочного конвейера 1, изменяя тем самым загрузку зоны, не ожидая пока поступит сигнал с датчика высоты слоя 15. Аналогично регулятор высоты слоя 11 охладителя посредством исполнительного механизма 16 путем воздействия на клапан переточного устройства изменяет количество выгружаемого материала, не ожидая пока поступит сигнал с датчика высоты 17. Пример реализации способа можно показать на многозонной печи с кипящим слоем для обжига известняка.
Угол открытия клапана выбирается таким, чтобы стабилизировать высоту слоя по зонам, поддерживая высоту слоя в зоне обжига на уровне Р 2500 кгс/см, в зоне подогрева на уровне Р 1500 кгс/см и в зоне охлаждения на уровне Р 1300 кгс/см При этом температура обжигового газа D зоне обжига равна t 980 1100 С, а температура кипящего слоя t 950-970.
Расход газа и воздуха поддерживается постоянным Q газа 1500 MV4; Q воздуха 67000 MV4..
При уменьшении температуры в зоне обжига, вызванного, например увеличением загрузки в зону обжИга, уменьшается температура обжигового газа, разностный сигнал с термопары 1 обжигового газа и термопары 2 кипящего слоя, поступает на регулятор 3, который посредством исполнительного механизма уменьшает загрузку в зону обжига. Одновременно сигнал датчика высоты слоя 7 зоны обжига поступает на блок функционального регулирования 8, который формирует и выдает управляющее воздействие на регуляторы 9-11 о Получив управляющее воздействие, регулятор 9 зоны обжига посредством исполнительного механизма 12 увеличивает выгрузку из зоны обжислоя в зоне на заданном уровне Р 2500 кгс/см. В то же время регулятор 10 зоны подогрева путем воздейстремясь стабилизировать высоту 58 ;ствия на двигатель загрузочного конвейера уменьшает загрузку в зону подогрева, не ожидая, пока поступит сигнал с датчика высоты слоя 15. Аналогично, регулятор 11 зоны охлаждения посредством исполнительного механизма 1б увеличивает выгрузку, не ожидая, пока поступит сигнал с датчика высоты слоя 17. Таким образом, при изменении высоты слоя (перепада давления Р) в зоне обжига корректирующий сигнал (опережающее воздействие) с функционального регулятора 8, поданный на регуляторы высоты слоя в зоны подогрева и охлаждения, позволяет значительно умень шить время запаздывания и в значительной степени улучшить работу печи. В свою очередь, улучшение стабиль ности высоты слоя по зонам позволяет обеспечить необходимое время пребывания обжигаемой частицы в зоне, стабилизировать аэродинамический режим печи и увеличить производительность печи. Обеспечение необходимого времени пребывания обжигаемых частиц в зоне позволяет ПОВЫСИТЬ качество обжига исходного материала. Формула изобретения Способ автоматического регулирования процесса обжига в многозонных пе6чах с кипящим слоем, включающий изменение подачи сырья в зону подогрева по изменению высоты слоя в этой зоне, изменение выгрузки материала в зону обжига в зависимости от изменения температуры в этой зоне, изменение выгрузки материала из зоны обжига в зону охлаждения в зависимости от высоты кипящего слоя в зоне обжига и изменение выгрузки материала из зоны охлаждения в зависимости от высоты ;;. . слоя в этой зоне, отличающийс я тем, чТо, с целью повышения точности регулирования, дополнительно осуществляют корректировку измеряемой высоты слоя в зонах подогрева и охлаждения.по изменению измеряемой . высоты слоя в зоне обжига, увеличивая загрузку материала в зону подогрева, при уменьшении высоты слоя в зоне обжига с одновременным уменьшением выгрузки материала из зоны охлаждения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 2187б, кл. F 27 В 15/00, 1975. 2.Нехлебаев Ю.П. и др. Высокотемпературные эндотермические процессы в кипящем слое. М., Наука, 1968, с. 283-296.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса обжига в многозонной печи с кипящим слоем | 1981 |
|
SU1028993A1 |
| Способ автоматического регулирования процесса термообработки сыпучих материалов в многозвенной печи с кипящим слоем | 1987 |
|
SU1476283A1 |
| Способ автоматического регулирования процесса обжига в печи с кипящим слоем | 1981 |
|
SU953412A1 |
| Способ автоматического регулирования процесса обжига в печах с кипящим слоем | 1978 |
|
SU894313A1 |
| Способ регулирования обжига извести в печи с кипящим слоем | 1987 |
|
SU1629722A1 |
| Многозонная печь кипящего слоя для обжига сыпучего материала | 1983 |
|
SU1121571A1 |
| Способ управления процессом обжига сульфидных материалов в печи кипящего слоя | 1988 |
|
SU1752726A1 |
| Автоматизированная газовая печь для обжига известняка в кипящем слое | 1960 |
|
SU131364A1 |
| Способ автоматического управления процессом обжига в печи кипящего слоя | 1983 |
|
SU1168542A1 |
| Способ получения высокоактивной тонкодисперсной извести в многозонной печи кипящего слоя | 1981 |
|
SU1048283A1 |