I
Иэобретекие относится к труболровооному строительству и ггреммущественно к стыковке труб т трубопрокатных и трубозаготовительяых эавопах.
Иместкы устройства оля цент|жроаакия я сборки труб тгод сварку, которые содержат мехзякзм настройки сваро в огп зазора, воздействуюеше на одну из собираемых труб, вылолценных например, в виде торцовых тожсатетЛ И.
даюоые устройства недостатоздю унн мрольиы, так как из-за ограниченного хода толкателя т позволяют собирать на одном стенде секцня труб, значительно отличаюсшкся по длине.
Указанный недостаток устраняется устройствами настройки, воздейству|ощими иа внутре1ввою поверхность стыкуемой трубы в непосредственной близостн от центрирующего устройства.
Известна совмещенная с центрируккаимн механизмами конструкция механизма настройки, базирующаяся на внутреюйй поверхности сплкуемых труб и позволяюи(ая производить
псремещення одной из труб в осевом на правЛенин до установки требуемого зазора в сты« ке (2}.
Извесгаое устройство позволяет сблизить торшл труб до сварочного зазора, но в oipaiWченных пределах, т.е. на расстоянии не более расстояния между центрирующими элементами устройства.
Кроме того, совмещение в одном узле силового центрирующего мвханнзма и меха10низма настройки ведет к усложнешаоко( устройства я невозможности центровки труб при нзменетой геометрин труб иля тйоосности стыкуемой трубы с центрирующим устройством из-за недостаточной жесткости.
15 пружин фотивопействия к усилиям центровки.
Цель «зобретеиня - повышение производи-, тельности яри стыковке труб н обеспечетк возможности перемещения труб с измененной геометрией шш несоосностью механизма на20стройкн с цйггрнруемымн трубами.
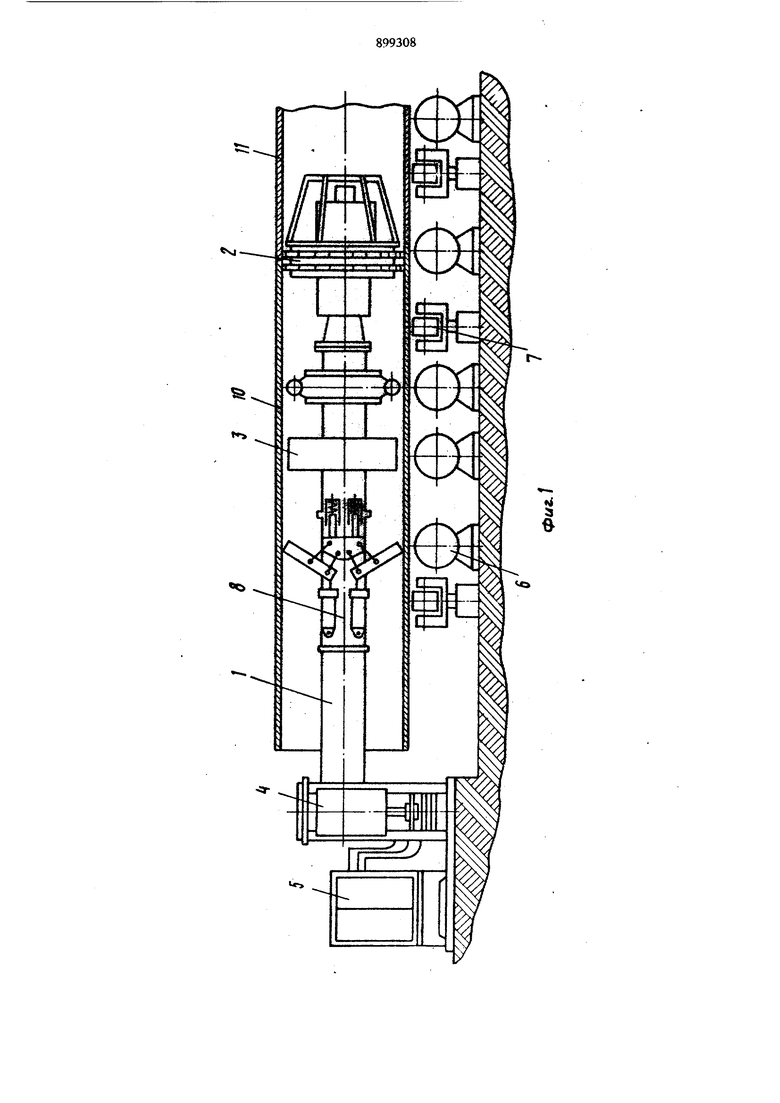
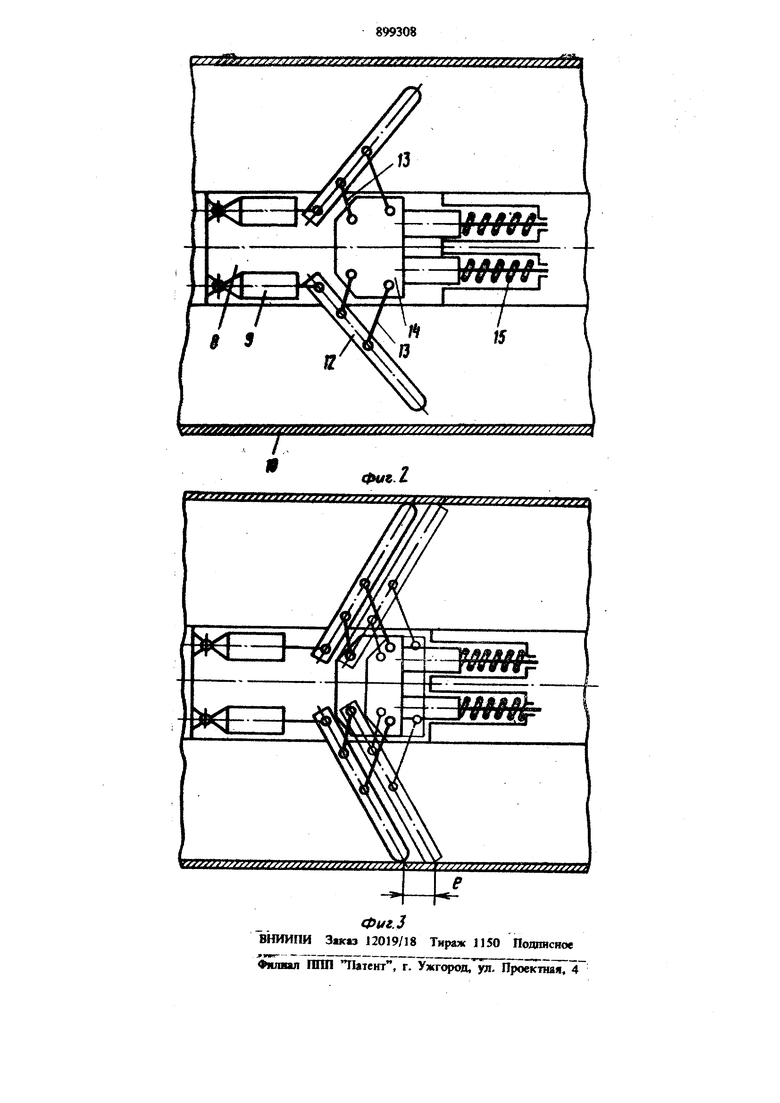
Поставленная цель достигается тем, что механизм настр(кн. выполнен в виде направляющего звена я щарннрных многозвенников, кфк3Тый из которых снабжен двуплечим распорнйм рычагом, связывающим его с направляющим звеном, отклоняющими звенья и индивидуальным приводом. Привод многозвенннков может быть гидравлическим, как в предлагаемом конкретном исполнении.На фиг. 1 схематически изображено устройство, общий вид; на фнг. 2 - механизм настройки в нерабочем положении; на фиг.З механизм настройки в положении фиксации . р перемещения труб. Устройство для центр1фования и сборки труб содержит щтаягу 1 со смоитироваш{ымя на ней центратс м 2, планшайбой 3. Левым концом штанга 1 ошрается на стойКу 4 со смонтированной на послещюй гидростанции 5. Устройство содержит также подающий рольганг 6 и ролики 7 вращения труб при сборке механнзм 8 настройки, содержащий приводы : 9 перемещения трубы 10 для стыковки с трубой 11,, звено распорное 12, отклоняющие звенья 13, направляющее: звено 14 и пружины 15 противодействия. Устройство работает следующим образом. После подачи двух собираемых труб 10 ийи 11 на позицию сборки при HeaonycTitMioM сварочном зазоре в работу включается ме- . ханнзм настройки. При этом правая труба И фикснруется правым рядом центрирующих элементов центратора -2. После этого включаются приводы 9 механизма 8 настройки, ко торые воздействуют на ша1нофно-звенный ме ханизм. Под воздействием штоков гндроци- лзшдров распорные звенья 12 совертыают поступательно-вращательные движения вокруг направлякяцего звена 14 за счет отклоняюирСх звеньев 13 и упираются во внутренямяо поверхность 10. Перемещению направляющего звена 14 в этот момент препятствуются пружины 15 про.тиводействия. 8 При подходе всех распорных звеньев к поверхности стыкуемой трубы 10, она фиксируется и под действием приводов 9 перемещается из величину относительно центратора и трубы И до установки необходимого сварочного зазора. В случае если стыкуемая труба имеет измененную геометрию или механизм настройки несоосен с осью трубь, расчлененный механизм настройки позволяет зафиксировать и обеспечить необходимый зазор за счет поочередного подхода шарнирных многозвенннков. Предлагаемое устройство использовано в установке для центрирования и сборки секций из коротких труб. Формула изобретения Устройство для центрирования и сборки труб, содержащее штангу и центратором и планшайбой, стойку с гидростанцией, подающей рольганг, ролики вращения и механнзм настройки, снабженный пружинами противодей|Ствия, отличающееся тем, что, с целью аовышеняя производительности и обеспечения возможности перемещения труб с измененной геометрией или несоосных с центратором, механизм настро1аси выполнен в виде направляющего звена я шарнирных мяЫ гозвенников, каждалй из которых снабжен ;двуплечим расп( рычагом, связывающим lero с направляющим звеиом, отклоняющими звеньями и индивндуалы{ьпм приводом. Исто вооси 1шформации, 1фию1тые во внимание при экспертизе 1.Авторское св1здетеш ство СССР N 541318, кл. В 23 К 37/04, 1975. 2.Патент Wr ГР П05539, кл. 49 h 31/09, 1961 (прототип).
«41
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| МНОГОКАНАЛЬНЫЙ ОПТОВОЛОКОННЫЙ СОЕДИНИТЕЛЬ | 2023 |
|
RU2799106C1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Устройство для сварки | 1982 |
|
SU1117173A1 |
| Самоходный внутренний центратор | 1979 |
|
SU872126A1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |