(5) МЕХАНИЗМ ПОДАЧИ ШЛИФОВАЛЬНОГО СТАНКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подач | 1985 |
|
SU1292996A1 |
| Механизм подач | 1990 |
|
SU1785493A3 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| Механизм вертикальной подачи плоскошлифовального станка | 1979 |
|
SU880707A1 |
| Механизм подач | 1980 |
|
SU884987A1 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1970 |
|
SU268933A1 |
| МЕХАНИЗМ ПОДАЧИ | 1973 |
|
SU408762A1 |
1
Изобретение ютносится к станкостроению и может быть использовано в механизмах подачи металлорежущих станков, в частности шлифовальных.
Известны механизмы подачи шлифовальных станков, содержащие гидравлический привод, установленный на при- водном валу, управляемый системой выдачи команд, и устройство регулирования ступенчатых величин подач 1.
Недостатком известных механизмов является невозможность автоматическо по переключения ступенчатых величин подач.
Цель изобретения - автоматизация переключения ступенчатых величин подач.
Поставленная цель достигается тем, что гидравлический привод снаб жен двумя приводными элементами, при, этом каждый кинематически связан с приводным валом и устройством зегулирования подач.
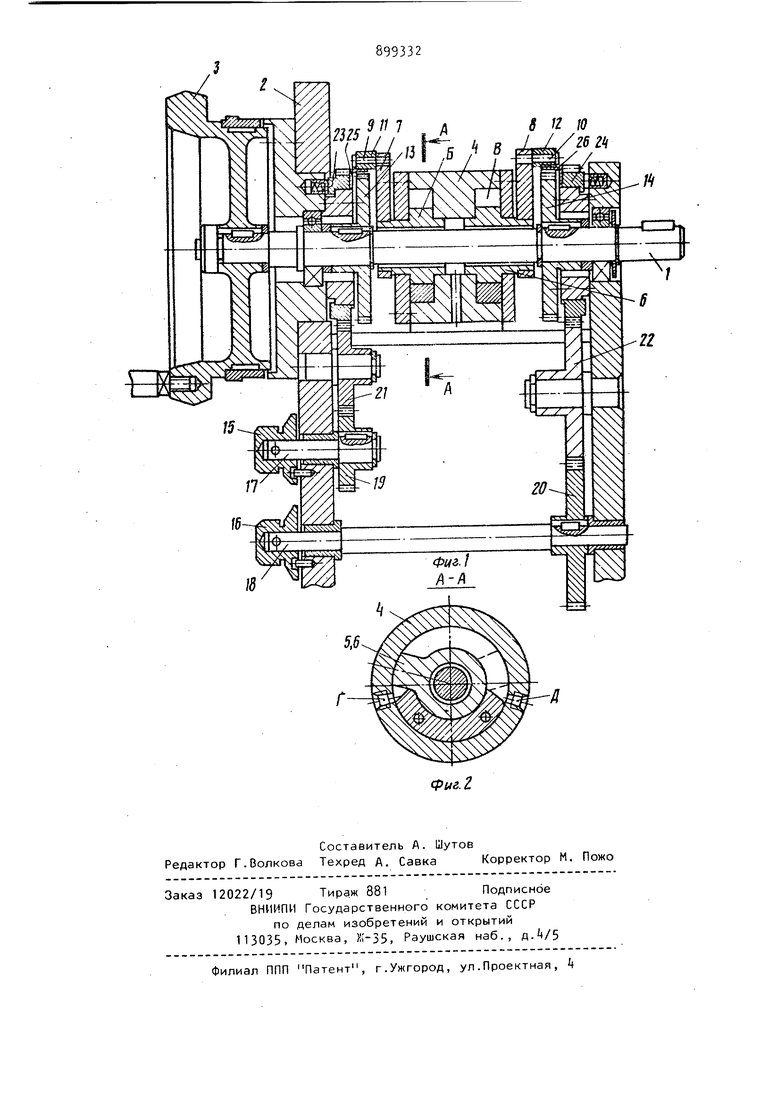
На фиг.1 схематично изображен механизм в разрезе, общий вид,- на фиг.2 - разрез А-А на фиг.1.
Механизм подачи содержит приводной вал 1, установленный в корпусе 2. Свободный конец вала 1 соединяется с бабкой шлифовального круга (не показана) , а на втором конце вала 1 установлен маховичок 3 с лимбом для осуществления ручных подач. На сред10ней части приводного вала 1, внутри корпуса 2, свободно установлен гидроцилиндр Ц, снабженный двумя приводными элементами в виде роторов 5 и 6, которые порознь кинематически соеди 5нены с приводным валом 1. На ступицах приводных элементов в виде роторов 5 и 6 гидроцилиидра k закреплены рычаги 7 и 8. На каждом рычаге, на осях 9 и 10. свободно установлены
20 подпружиненные собачки П и 12, которые могут свободно входить в зацепление с храповыми колесами 13 и 1, жестко закрепленными на приводном
валу 1. Приводные элементы 5 и 6 расположены в полостях Б и В гидроцилиндра .
Для обеспечения наладки на разные величины подач каждый приводной элемент гидроцилиндра Ц порознь кинематически соединен с индивидуальными устройствами регулирования ступенчатых величин подач, которые содержат кнопки-лимбы 15 и 16, закрепленные на валах 17 и 18. На валах 1 и 18 закреплены шестерни 19 и 20, которые через шестерни 21 и 22 связаны с шестернями 23 и 2, на которых закреплены заслонки 25 и 26,
, Перед началом работы станка настраивают механизм подач следующим образом. При повороте кнопок-лимб 15 и 16 в определенное пбложение поворачиваются шестерни 23 и 2 с закрепленными на них заслонками 25 и 26. Заслонки перекрывают определенный сектор зубьев храповых, колес 13 и Tt, чем устанавливаются различные ступени величин подач.
Одной кнопкой-лимбом устанавливают величину черновой подами , а другой - величину чистовой. Устройство выдачи команд, например двухпредельный датчик (не показан), настраивают на чистовой припуск и конечный размер.
При работе с автоматической подачей давление подается в одну полость сдвоенного лопастного гидроцилиндра (например Б) поочередно через отверстия Г-.и Д, сообщая приводному элементу 5 а следсвательно, и рычагу 7 с собачкой 11 начальное движение вокруг оси приводного,бала 1. Собачка 1 в зависимости от величины установленной подачи частично скользит по заслонке 25, а частично вращает храповое колесо вместе с приводным валом 1, осуществляя одну ступень черНОВОЙ ступенчатой подачи. Затем рычаг 7 с собачкой 11 возвращается в исходное положение и цикл повторяется. После съема чернового припуска устройство выдачи команд выдает команду на переключение подачи.
Полость Б сдвоенного лопастного гидроцилиндра отключается и подключается полость В гидроцилиндра, приводя в качание приводной элемент 6 и .таким образом осуществляя чистовую подачу. При получении конечного размера детали устройство выдачи команд отключает станок. При обработке следующей детали из одной партии перенастройки механизма подач не требуется.
Таким образом, предложенный мехап низм позволяет автоматизировать переключение ступенчатых величин подач.
Формула изобретения
Механизм подачи шлифовального станка,содержащий гидравлический привод, установленный на приводном валу управляемый системой выдачи команд, и устройство регулирования ступенчатых подач, отличающийс я тем, что, с целью автоматизации переключения ступенчатых величин подач, гидравлический привод снабжен двумя приводными элементами, при этом каждый элемент кинематически свзан с приводным валом и устройством регулирования подач.
Источники информации, принятые во внимание при экспертизе
