Изобретение относится к литейному производству и может быть использовано на автоматах для изготовления модельных звеньев в .автоматизированном производстве литья по выплавляемым моделям.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является пресс-форма для изготовления выплавляемых моде лей, содержащая подвижную полуформу, опорную плиту и неподвижную полуформу с плитой толкателей 11 .
Недостатком известной пресс-формы является то, что при раскрытии заполненной пресс-формы, в случае, если внутренняя поверхность модели выполняется встречными стержнями, нельзя определить в какой и полуформ остается готовая модель. Конструкция автомата, на который устанавливается пресс-форма, предусматривает выемку модели из неподвижной полуформы, в противном случае, нарушается автоматический цикл работы пресс-формыгиспользуются элементы ручного труда, сопряженные с нарушением правил техники безопасности.
Цель изобретения - удержание модели в неподвижной полуформе пои
раскрытии пресс-формы путем подрыва подвижных стержней из модели при закрытой пресс-форме.
Указанная цель достигается тем, что пресс-форма, содержащая подвижную полуформу, подвижные и неподвиж ные стержни, опорную плиту и неподвижную- полуформу с плитой толкателей, снабжена промежуточной плитой, тяга10ми, установленными в гнездах подвижной полуформы и жестко закрепленные на опорной плите, и пружинами сжатия, расположенными в зазоре между подвижной полуформой и промежуточной
15 плитой.
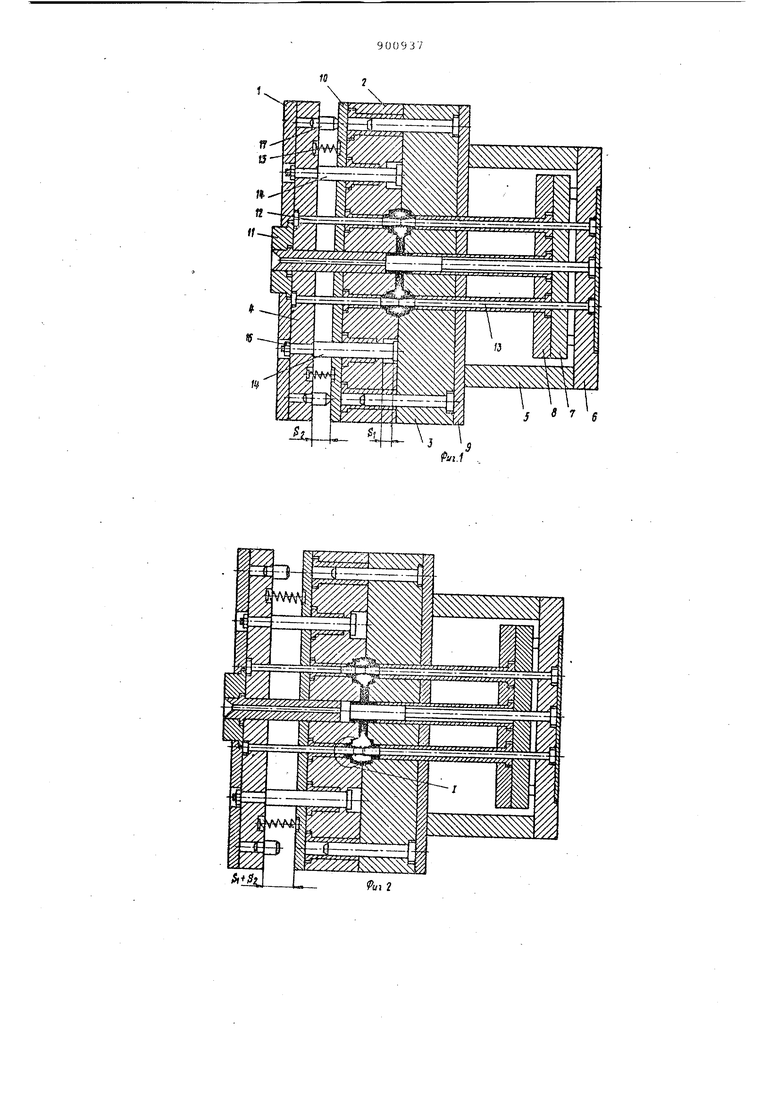
На фиг. 1 изображено продольноосевое сечение пресс-формы для выплавляемых моделей в момент окончания запрессовки модельного состава ,
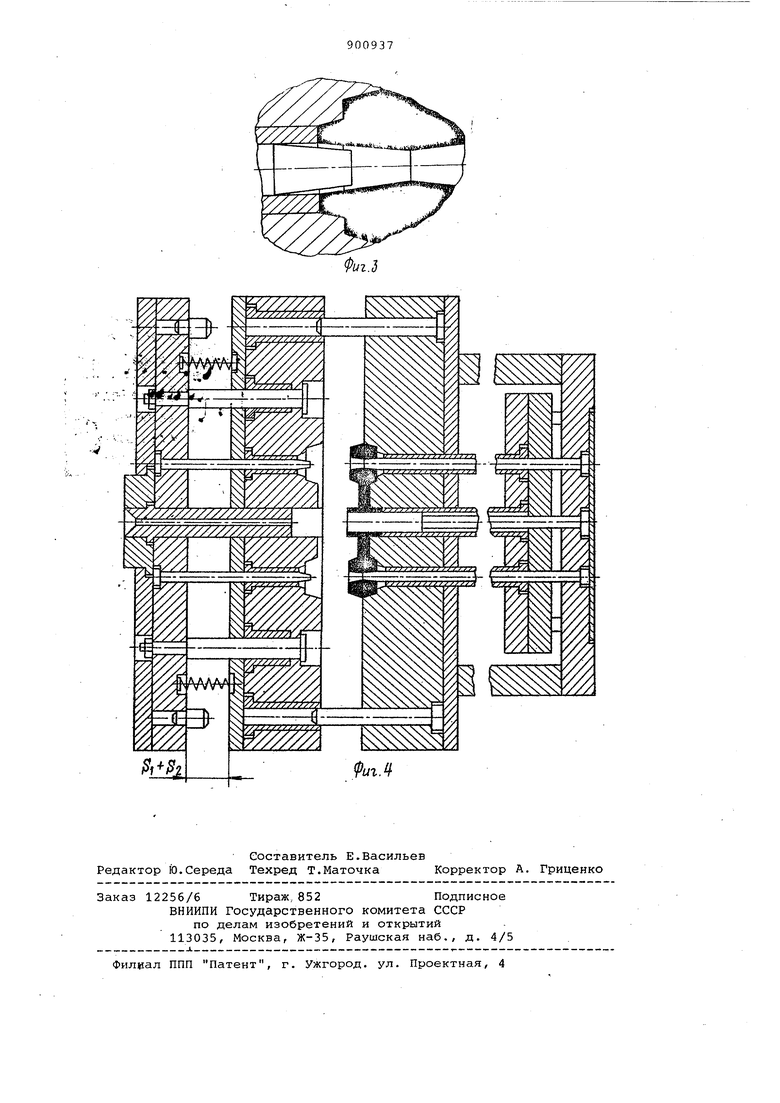
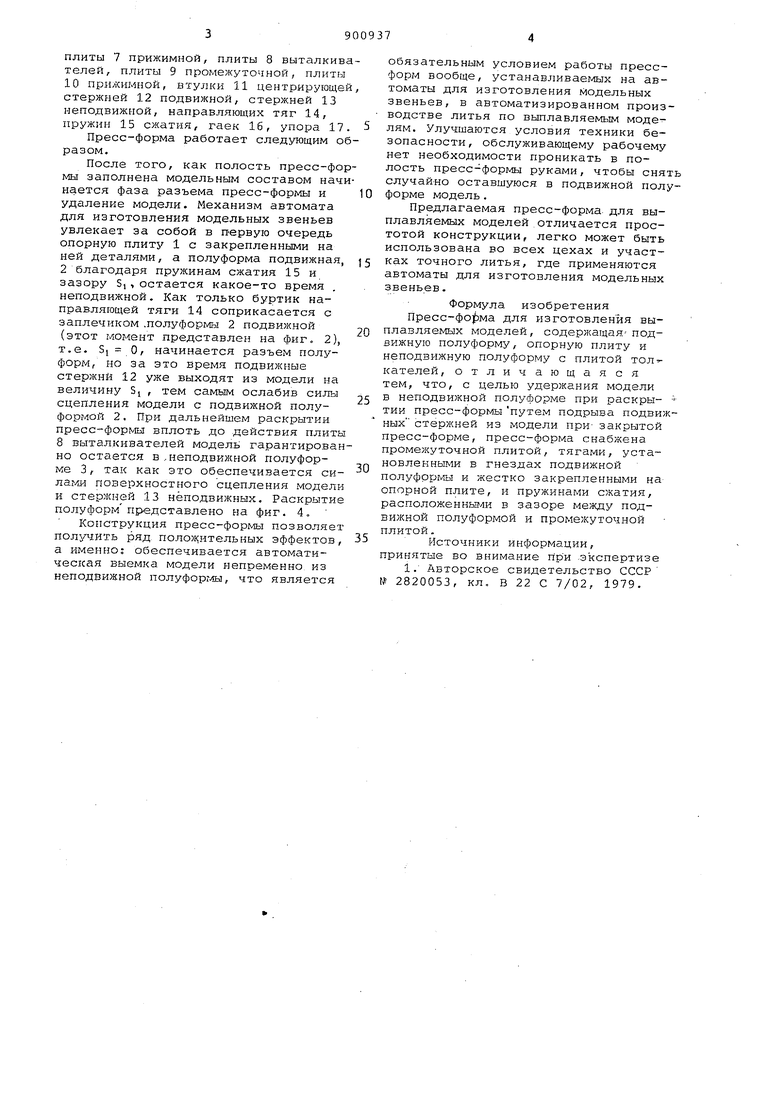
20 на фиг. 2 - продольно-осевое сечение пресс-формы в момент перед раскрытием полуформ; на фиг. 3 - узел Т на фиг. 1; на фиг. 4 -продоль«о-осевое сечение пресс-формы после раскрытия
25 полуформ.
Предлагаемая пресс-форма для выплавляемых моделей состоит из опорной плиты 1, полуформы 2 подвижной, полуформы 3 неподвижной, плиты 4 про30межуточной, стойки 5, основания б.
плиты 7 прижимной, плиты 8 выталкивателей, плиты 9 промежуточной, плиты 10 прижимной, втулки 11 центрирующей стержней 12 подвижной, стержней 13 неподвижной, направляющих тяг 14, пружии 15 , гаек 16, упора 17.
Пресс-форма работает следующим образом.
После того, как полость пресс-формы заполнена модельным составом начинается фаза разъема пресс-формы и удаление модели. Механизм автомата для изготовления модельных звеньев увлекает за собой в первую очередь опорную плиту 1 с закрепленными на ней деталями, а полуформа подвижная, 2 благодаря пружинам сжатия 15 и зазору Sj , остается какое-то время . неподвижной. Как только буртик направляющей тяги 14 соприкасается с заплечнком .полуформы 2 подвижной (этот гломент представлен на фиг. 2), т.е. Si О, начинается разъем полуформ, но за это йремя подвижные стержни 12 уже выходят из модели на величину Si , тем самым ослабив силы сцепления модели с подвижной полуформой 2, При дальнейшем раскрытии пресс-формы вплоть до действия плиты 8 выталкивателей модель гарантированно остается в ..неподвижной полуформе 3, так как это обеспечивается силами поверхностного сцепления модели и стержней 13 неподвижных. Раскрытие полуформпредставлено на фиг. 4.
Конструкция пресс-формы позволяет пол /чить ряд положительных эффектов, а именно: обеспечивается автоматическая выемка модели непременно из неподвижной полуфорг ы, что является
обязательным условием работы прессформ вообще, устанавливаемых на автоматы для изготовления модельных звеньев, в автоматизированном производстве литья по выплавляемым моделям. Улучшаются условия техники безопасности, обслуживающему рабочему нет необходимости проникать в полость пресс- формы руками, чтобы сня случайно оставшуюся в подвижной полформе модель.
Предлагаемая пресс-форма для выплавляемых моделей.отличается простотой конструкции, легко может быть использована во всех цехах и участках точного литья, где применяются автоматы для изготовления модельных звеньев.
Формула изобретения
Пресс-фо)Ьма для изготовления выплавляемых моделей, содержащая- подвихкную полуформу, опорную плиту и неподвижную полуформу с плитой тол кателей, отличающаяся тем, что, с целью удержания модели в неподвижной полуформе при раскрытии пресс-форг-лы путем подрыва подвиных стержней из модели прИ закрытой пресс-форме, пресс-форма снабжена промежуточной плитой, тягами, установленными в гнездах подвижной полуфррмы и жестко закреп.ленными на опорной плите, и пружинами сжатия, расположенньпчи в зазоре между подвижной полуформой и промежуточной плитой.
Источники информации, прИЕ1ятые во внимание при экспертизе
1. Авторское свидетельство СССР № 2820053, кл. В 22 С 7/02, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1158280A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1984 |
|
SU1217909A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления моделей с поднутрениями | 1976 |
|
SU772705A1 |
| Пресс-форма для литья по выплавляемым моделям | 1988 |
|
SU1662737A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |