(54) ПОСТОЯННАЯ ЛИТЕЙНАЯ ФОРМА

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением металлов и пластмасс | 1977 |
|
SU686814A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU876280A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU772706A1 |
| КОКИЛЬ | 1992 |
|
RU2025204C1 |
| Универсальный блок для сменных пакетов литья под давлением | 1987 |
|
SU1593779A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| Прессформа для литья под давлением | 1976 |
|
SU598689A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
I
Изобретение относится к литейному про(ИЗводству, в частности к конструкциям форм для литья под низким давлением.
Известна форма для литья алюминиевого автомобильного колеса, содержащая неподвижную полуформу и подвижную полуформу, включающую плиты крепления, съема и подкладную со стержнем 11 К недостатку этой формы можно отнести то, что конструкция ее определена для отливок относительно небольшого габарита, 330 х X 140 мм. Для съема отливок такой конфигурации, но большего размера только плиты съема недостаточно, так как возможно коробление отливки.
Наиболее близкой к предлагаемой по технической сушности является литейная форма, содержащая неподвижную полуформу и подвижную полуформу, включаюшую плиту крепления, стержень, плиту выталкивателей и связанную с ней плиту съема 2.
Недостаток этой формы состоит в том, что размещение плиты выталкивателей и обеспечение ее хода конструктивно увеличивает осевой габарит формы.
Цель изобретения - уменьшение осевого габарита формы и снижение ее металлоемкости.
Указанная цель достигается тем, что в постоянной литейной форме, содержащей неподвижную полуформу И похФижную полуформу, включающую плиту крепления, стержень, плиту выталкивателей fi связанную с ней плиту
10 съема, стержень установлен на плите крепления, в которс выполнено окно и в нем размещена плита выталкивателей, при этом в стерж не вьшолнены пазы для прохода плить1 выталкивателей.
15
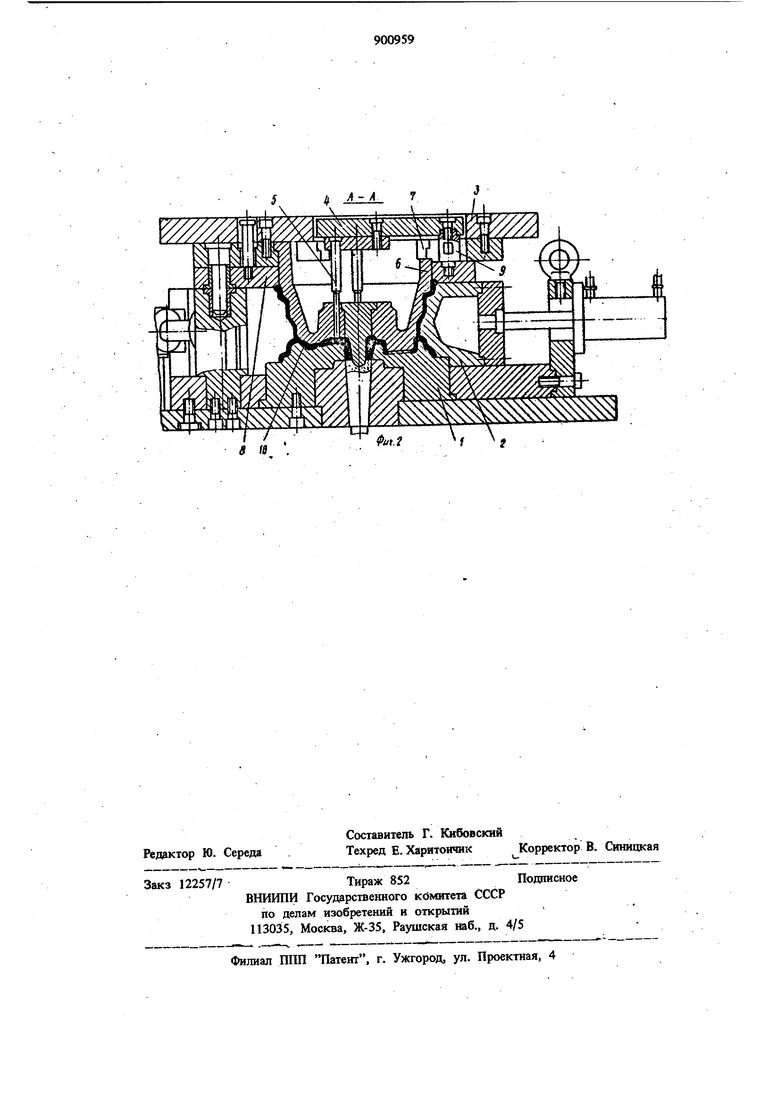
На фиг. I изображена постоянная литейная форма, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Поставленная литейная форма содержит
30 неподвижную полуформу 1, включаюшую ползуны 2, подвижную полуформу, включающую плиту 3 крепления с окном под плиту 4 выталкивателей, с выталкивателями 5.
390
На плите 3 крепления, полуформа которой крепится к машине (не показано), закреплен стержень 6 с пазами 7, формуннций полость отливки.
Пл ита 8 съема связана с плитой 4 выталкивателей посредством колонок 9. В полости формы показана формируемая отливка 10.
Литейная форма работает следующим образом.
После заполнения формы металлом и его кристаллизации, подается команда на разборку формы. Ползуны 2 раздвигаются, после чего подвижная полуформа вместе с отливкой 10 поднимается вверх. ,По прохождении некоторого расстояния, шшта 4 выталкивателей 5 касается упоров машины (не показано) и останавливается, а плита 3 крепления со стержнем 6 продолжают движение на величину, определяемую ходом плиты 4 выталкивателей, при этом плита 4 выталкивателей воздействует одновременно выталкивателями 5 на центр отливки, а плитой 8 съема - на ее периферию, происходит съем отливки. Ход плиты 4 выталкивателей обеспечивается пазами 7 выполненными в стержне 6..
После удаления отливки все части форМы возвращаются в исходное положение для следующего цикла.
Благодаря вышеуказанной взаимосвязи элементов, осевой габарит литейной формы уменьшается, по меньшей мере, на величину
хода плиты вьггалкнвателей и размер толщины этой плиты, что в конкретном случае проектирования формы для. изготовления отливки колеса для автомобиля позволяет избежать необходимости изготовлеиия специального оборудования. Кроме того, снижена металлоемкость формы примерно на 400 кг, и трудоемкость изготовления на 80 н/ч.
Формула изобретения
Постоянная литейная форма, содержащая неподвижную полуфррму и подвижную полуформу, включающую плиту крепления, стержень, плиту выталкивателей и связанную с ней плиту съема, отличающаяс я тем, что, с целью уменьшения осевого размера формы и снижения ее металлоемкости, стержень установлен на плите крепления, в которой выполнено снсно и в нем размещена плита выталкивателей, при зтом в стержне выполнены пазы для прохода плиты выталкивателей.
Источники информации, принятые во внимание при зкспертизе
