I
Изобретение относится к изготовлению индикаторных трубок.
Известна автоматическая.линия снаряжения индикаторных трубок, содержащая расположенные в заданной технологической последовательности рабочие и контрольные механизмы, средства подачи элементов трубок, механизм перемещения заготовок и систему управления 1J. ,
Однако эта линия выполнена по роторной схеме, что создает неудобства при эксплуатации, при работе с деталями, выполненными из xpjrnKoro материала (например стекла). Кроме того, эта линия рассчитана на снаряжение трубок, содержащих плоские тампоны, и не предусматривает вьшолнения операций г)апайки трубки.
Цель изобр«гтения - расширение технологических возможностей.
Указанная цель достигается тем, что автомат снаряжения индикаторных трубок снабжен кассетами под сетки.
и механизмом вставки сеток в трубчатые заготовки, вьшолненные в виде полого корпуса с установленной в нем кареткой, смонтированных на нем рычагов с подпружиненными толкателями и расположенных в корпусе с возможностью перемещения штырей, причем каретка установлена с возможностью взаимодействия с рычагами, а кассета расположена на каретке.
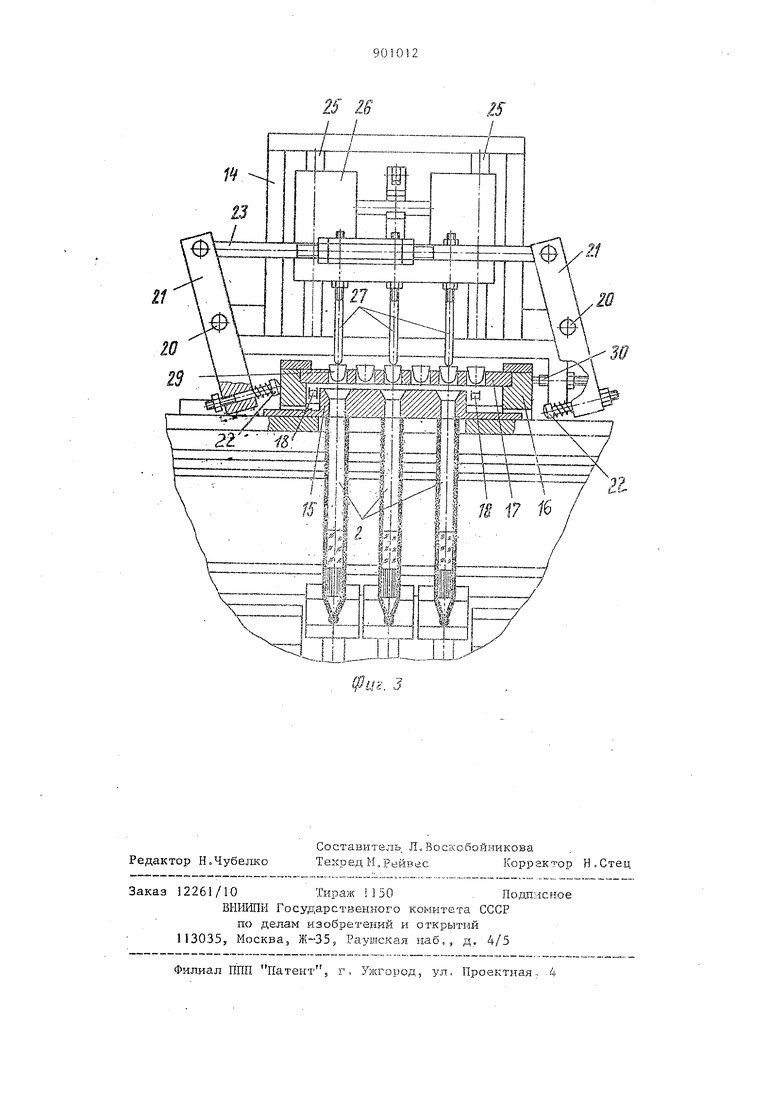
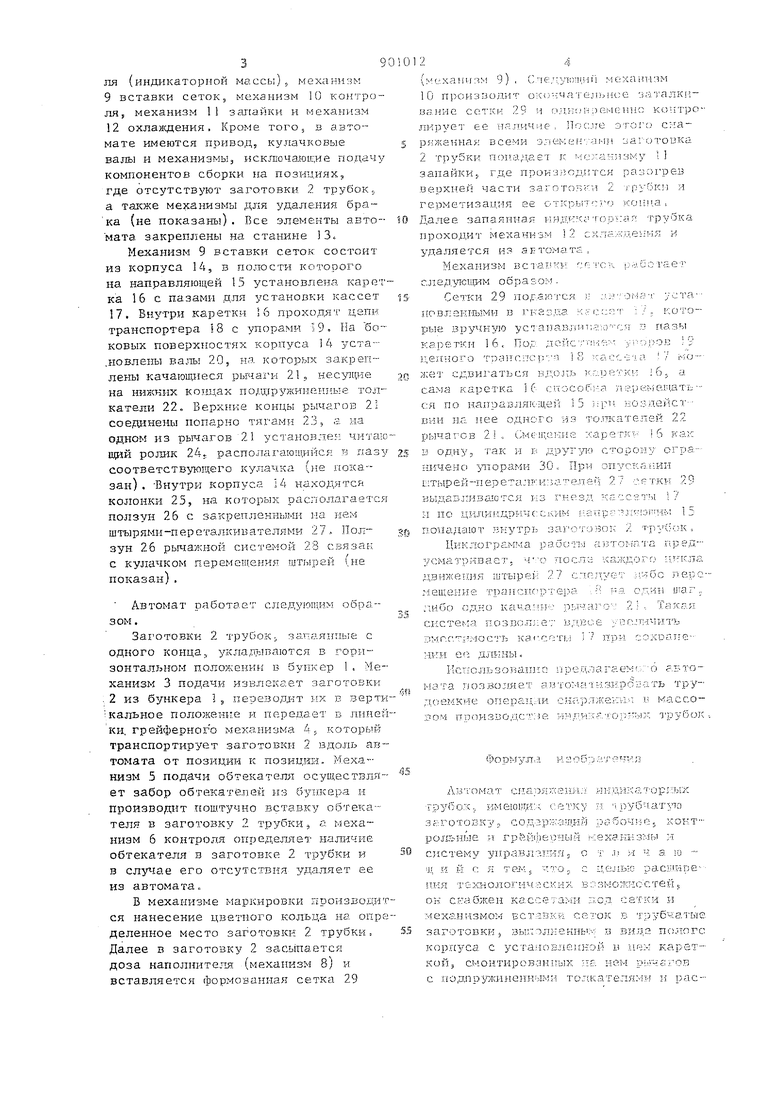
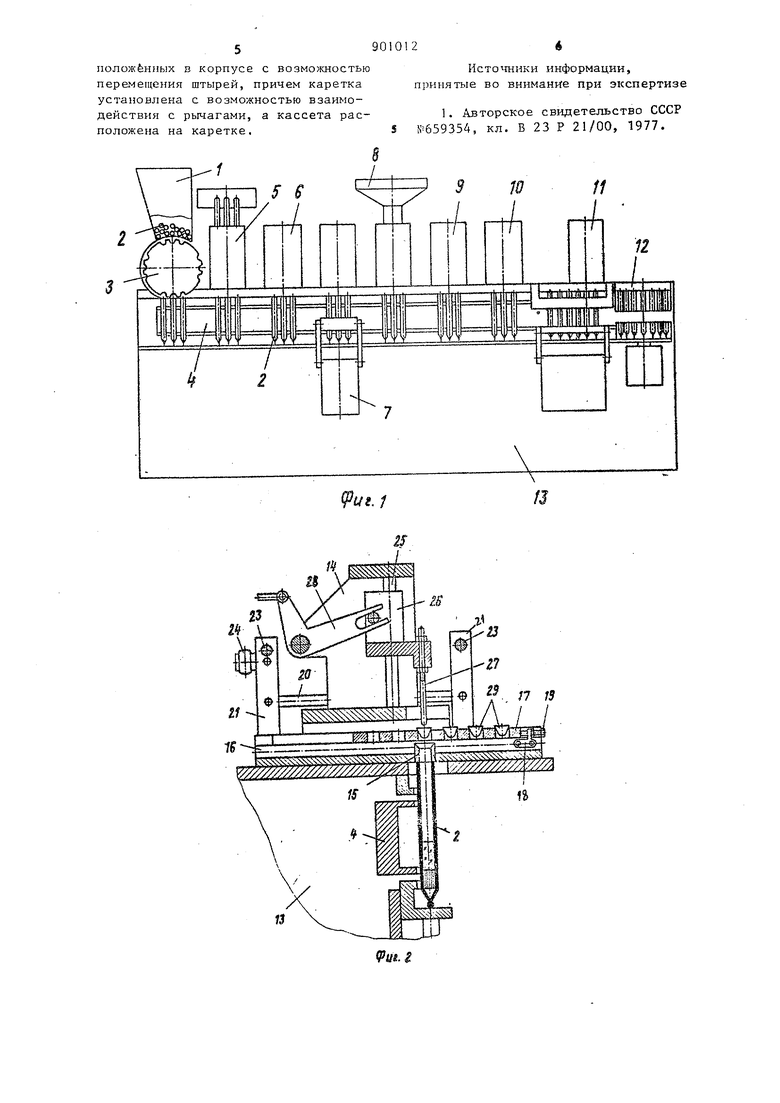
На фиг. 1 изображен автомат снаряжения индикаторных трубок, общий вид; на фиг. 2 - механизм подачи сеток, разрез J на фиг. 3 - то же, вариант для одновременного снаряжения группы из трех трубок.
Автомат снаряжения индикаторных трубок включает в себя бункер 1 для заготовок 2 трубок, механизм 3 подачи заготовок, грейферный мехашЛм 4 перемещения, механизм 5 вставки обтекателя, механизм 6 контроля на-, личия обтекателя,механизм 6 маркировки, механизм 8 подачи наполнитечQ
.3J
ля (индикаторной массы) , мехаинзь; 9 вставки сеток, механизм 10 контроля, механизм 11 затгайки и механизм 12 охла ледени я . Кроме того, в автомате имеются привод, кулачковые валы и механизмы, исключаюи:;ие подачу компонентов сборки на нозициях, где отсутствуют заготовки 2 трубок,. а так:же механизмы для удаления брака (не показаны). Все элементы автомата закреплены на станине 13..
Механизм 9 вставки сеток состоит из корпуса 14, в полости которого на направляющей 15 установлена Kai ierка 16 с пазами для установки кассет i7. Внутри каретки 16 проходят тдепк транспортера 18 с упорами 59. На боковых поверхностях корпуса 14 уста.новлены валь 20, на которых закреплены качающиеся рычаги 21, на нижних концах подпружипениьв толкатели 22, Верхние конды рычагов 2; соединены попарно тягами 23, а на одном из pbF-iaroB 21 установлен; читак.щий ролик 24., располагающимися Б пазу соответствующего кулачка 1,не показан) . Внутри корпуса 14 находятся колонки 25, на которых располагается ползун 26 с закрепленными на нем штырями-переталкивателями 27, Ползун 26 рычажной системой 23 связан с кулачком перемещения штырей iне ноказан),
Автомат работает следуюпшм образом.
Заготовки 2 трубок;. запаянт1Ь е с одного конда, уклгадашаются в горизонтальном положении в бункер 1. Механизм 3 подачи извлекает заготовки . 2 из бункера. 1 э п.ерезодит их в зертиСкальное пололдание и передает в ли.нейки, грейферного механизма -, который транспортирует заготовки 2 вдоль автомата от позиции к позиции. Механизм 5 подачи обтекателя осуигествляет забор обтекателей из бункера и производит поаггучно вставку обтекателя в заготовку 2 трубки, а механизм б контроля определяет наличие обтекателя в заготовке 2 трубки и в случае его отсутствия удаляет ее из автомата.,
В механизме маркировки производится нанесение цветного кольца на определенное место заготовки 2 трубки, Далее в заготовку 2 засьшается доза наполнителя (механизм 8,j и вставляется форлМованиая сетка 29
(меха11ч;чм 9) , Cie,;,yi;) механизм 10 прс5изводит ол)ччагел)як;е заталкнввлие сетки 29 ч одн;;н :)ei.i(;iiHG К(.)1Тролирует ее таличие , Посмте этоги с;гапяженная всеми элеме -;, аьп аготовка 2 трубки пслшдге1 к ь1С)а-;изму 1 запайки,, где произлспдггся разогрев верхней части заготовки 2 грубки и герметизация ее открь ;г1 Kouiia.. Далее запаягп-гая индкк -Topiiran трубка проходит ме;сан1-;зм 12 схлЕ;-;мения и удаляется из ЗЕТонат.
Механизм Bci-ainci- if-vc--., ijdccrae-r след.уючщм образог- Сетки 29 по,га;;ггся i; :А;-: омят устаИОВЛеНГШМИ в ГFa:JДЗ KS Г;:;ЯЧ- ; .- , ГЮГОрые зручну)о уст атгаБл: :- 1:о--ся п пазы каретки 16, Пор дойс-;Т ие- у;-:-;рок ;V ;,епного TDairnnc ;; 18 --acCii-Ati / i;-;o-жет сдви1ат.)Ся :;доль 1.сретк1: io, а сама каретка if cnocofo-a пгуемешать ся по напразляК це 15 ;:ри коздейст-ВИИ на нее одного 553 толл :ателей 22 рычагов 2i, Oiturei-ine 16 как а одну, так и в сторону ограничено упорами 30 „ Ilpvi опускй НИИ :;:тырей-пере-:алрд-г;г елей 27 СРТКИ 29
LI по ди,пикдрк-к:е л;-1М i-.aiip-:- j :- :jrv iM 15 попадают внутрь за1от1.)}5ок 2 ,
Циклограмма рабсягы автоггата предусматривает; после калсдого гидла движедня 27 следует и-бс viepc-мещение Т1)а)1сгг1фтера. /.- на оди15 uiar. лн,бс) одно .о 2i . 1акая скстегая позволяем и;,Еое дтплмчить DMnr- iMOCTb капсоп., i : при Олоате-НИИ ес ,
Kcnojjbsoimnua предлагаем .::-о г.Бтоыэта позволяет а)дтома1чзирб;;;ать трудоемкие операц;1и cHapn:seKvbi и массоэоч ппоизводсгде И-1Г :;;.Ш;;ы:: трубок.
Л J3 т ома т сиаоя:яеии;у лкди а7юрг;ых трзбоА., . { ч 1убпатта зйготовку., содержащий рабочь о. контрольные ::-т гр&й(пе1;ный :екага-змь н
систему управл:11кяS о т л: л ч а ю -1J, и и С- я что,: с ;шлью pacinHneння Tuiia-iOJiorHH CKHK в:::зножнсстей, он снабжен ка,ссета 1И ::.од сетки 5 ::.{ехан -гзмом 5зст:азкй cerojc в трубчатые
заготовки, зытлнениьл:: з видя пс;логс корпуса с установлепкой и ичм кареткой, смонтированиьж чй нем рь чагов с подпружинет ыми то1кателями и рас5901012«
положенных в корпусе с возможностьюИсто шики информации,
перемещения штырей, причем кареткапринятые во внимание при экспертизе
установлена с возможностью взаимодействия с рычагами, а кассета рас-1. Авторское свидетельство СССР положена на каретке. 5 №659354, кл. В 23 Р 21/00, 1977.
lli
п
(Pus.f
UJiU. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат снаряжения индикаторных трубок | 1988 |
|
SU1520023A1 |
| Автомат группового снаряжения индикаторных трубок | 1984 |
|
SU1177116A1 |
| Автоматическая роторная линия снаряжения индикаторных трубок | 1977 |
|
SU659354A1 |
| Автомат снаряжения индикаторных трубок | 1983 |
|
SU1168375A1 |
| Автомат для упаковки индикаторных трубок в кассеты и механизм заталкивания индикаторных трубок в кассеты | 1984 |
|
SU1268473A1 |
| Питатель для подачи стеклянных трубок | 1982 |
|
SU1039904A1 |
| Устройство для обработки стеклянных трубок | 1985 |
|
SU1335537A1 |
| Автомат для многоцветной печати | 1975 |
|
SU555031A1 |
| Устройство для сварки арматурных сеток | 1980 |
|
SU882713A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |