Изобретение относится к машиностроению, а именно к хонинговальным станкам, и может быть использовано для обработки точных многорядных соосных отверстий, например отверстий постелей коренных опор блоков цилиндров автотракторных двигателей.
Цель изобретения - повышение точности обработки многорядных соосных отверстий путем повышения жесткости головки, а также возможности и удобства регулирования положения каждого ряда абразивных брусков.
Поставленная цель достигается тем, что корпус головки выполнен в виде многорядных обойм, установленных с возможностью осевого перемешения по наружной цилиндрической поверхности разжимных элементов, при этом разжимные элементы выполнены в виде единой гильзы, а механизм независимого регулирования и фиксации каждого ряда брусков выполнен в виде регулировочных гаек, установленных на обоих концах каждой обоймы с возможностью взаимодействия с введенными в головку радиальными выступами, жестко связанными с разжимным штоком.
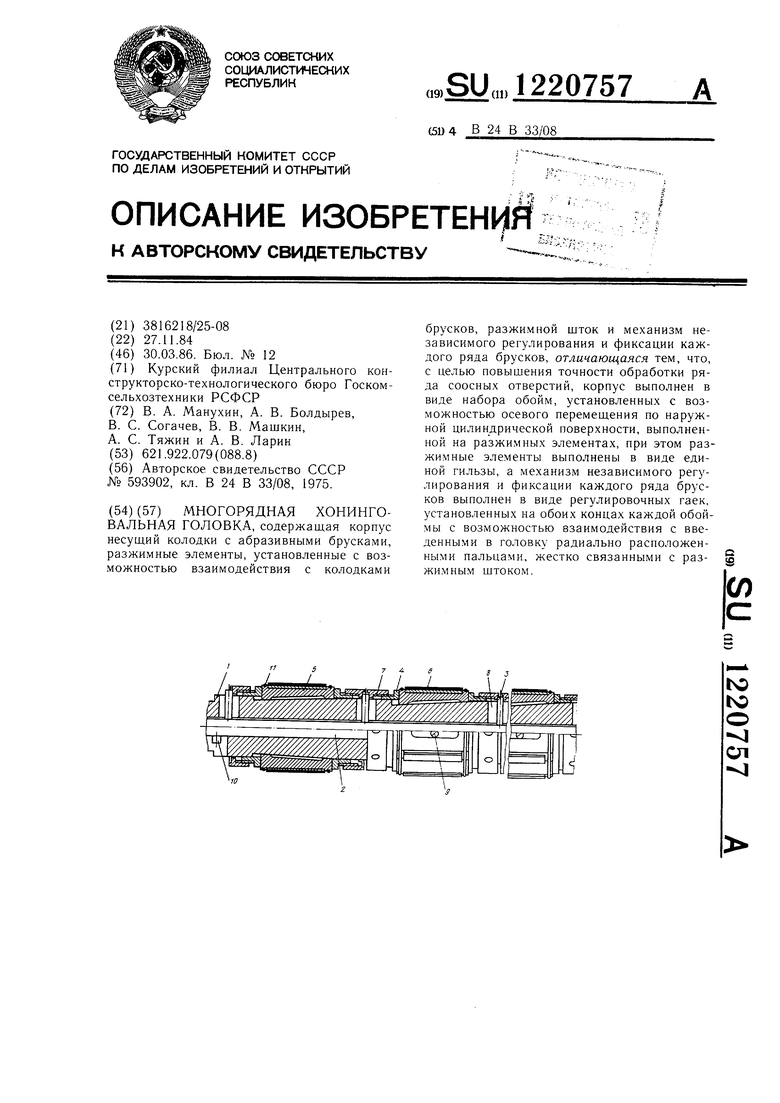
На чертеже изображена многорядная хо- нинговальная головка, разрез.
В отверстии разжимной гильзы 1 расположен разжимной шток 2, связанный с корпусом хона выступами, например штифтами 3. Корпус хона состоит из обойм 4 с расположенными в их пазах колодками 5, несущими абразивные бруски 6. Регулировоч
Составитель В. Зайцев
Техред И. ВересКорректор М. Демчик
Тираж 739Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
ные гайки 7 упираются торцами в выступы 3 разжимного штока 2 и проходят через пазы 8 разжимной гильзы 1. Обоймы зафиксированы от поворота относительно разжимной гильзы 1 штифтами 9, а разжимная гильза 1 относительно разжимного штока 2 шпонкой 10. Разжимная гильза имеет конусные участки, к которым пружинами 11 прижимаются колодки 5, и цилиндрические участки, на которых базируются обоймы 4.
Регулировка диаметра каждого пояска брусков осупдествляется следующим образом.
С одной стороны обоймы 4 поворачивают гайку 7, при этом образуется зазор меж- ду ее торцом и выступом 3 разжимного штока 2. Смещают обойму по гильзе и контролируют положение колодок с брусками по высоте. Затем фиксируют положение обоймы гайками в разжим относительно выступов на разжимном штоке.
Перед обработкой разжимной шток 2 и жестко связанный с ним корпус хона находятся в крайнем левом положении относительно разжимной гильзы 1, т.е. колодки 5 располагаются в нижней части конусных по- зерхностей. Перемещение штока относительно разжимной гильзы хонинговальной головки вызывает радиальную подачу брусков путем подъема колодок по конусным участкам, которая продолжается до момента достижения необходимого размера обработки.
Возврат брусков в исходное положение осуществляется путем перемещения разжимного штока 2 в крайнее левое положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорядная хонинговальная головка | 1987 |
|
SU1512757A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Многорядная хонинговальная головка | 1975 |
|
SU593902A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
