N 4
о
Изобретение относится к области обработки металлов давлением, в частности к автоматизации оборудонания для гидроформовки сильфонов.
Известна роторная машина, содержащая рабочий ротор, выполненный в ввде вращающегося вала, на котором жестко установлены два барабана, снабженные ползунами, и держатель блоков инструментов.
Цель изобретения - обеспечение возможности гидроформовки сильфонов из трубчатых заготовок.
Для дocтIiжeния этой цели рабочий ротор снабжен устройством для подачи жидкости в трубку-заготовку, блок инструмента выполнен в виде секционной матрицы, снабженной механизмами ее разъема и перемещения секций, ползуны сгруппированы на каждой позиции попарно, причем один из пары ползунов верхнего барабана имеет осевой канал, соединенный с устройством для подачи рабочей жидкости, и снабжен цанговым зажимом, взаимодействующим с поворотной вилкой, шарнирно закрепленной в этом ползуне и шарнирно связанной со вторым ползуном, а один из каждой пары ползунов нижнего барабана кинематически связан с механизмом разъема секционной матрицы, другой с механизмом перемещения ее секций.
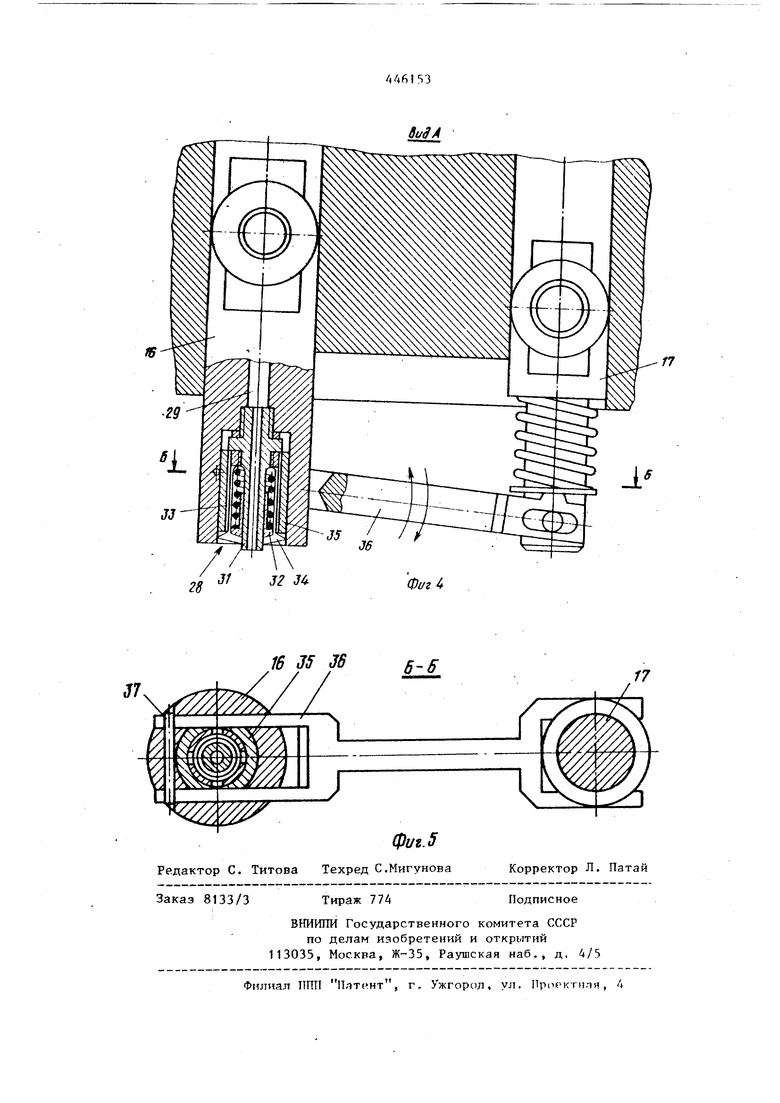
На фиг. 1 изображена описываемая роторная машина, продольный разрез; на фиг. 2 - рабочий ротор, общий вид; на фиг. 3 - то же, продоный разрез; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 4.
Роторная мащина содержит станину и установленные на ней транспортный ротор питания 2 с клещевыми захватами 3, рабочий ротор 4 и транспортны ротор 5 съема сильфонов. Транспортные роторы 2 и 5 кинематически связаны с рабочим ротором 4 посредство зубчатых колес 6-8, жестко закрепленных на валах 9-11. На валу 10 рабочего ротора 4 также жестко закреплены два барабана 12, 13 и токодержатель 14, в котором равномерно по окружности размещены технологические позиции 15. В барабанах 12 и 13 находятся соответственно попарн-о сгруппированные ползуны 16-19, перемещаемые возвратно-поступательно по общему закону дтя одноименных ползунов каждой пары посредством роликов 20 и 21 и кулачков 22 и 23. Каждая технологическая позиция 15 рабочего ротора 4 содержит матрицы 24, состоящие из разъемных секций 25, жестко прикрепленных к полустаканам 26, вставленных один в другой, и прижимной планки 27, удерживающей полустаканы 26 от выпадания (см. фиг. 3). Один ползун 16 из каждой пары ползунов верхнего барабана 12 оснащен цанговым зажимом 28 (см. фиг. 4) и имеет сквозное продольное отверстие 29, соединенное с устройством для
подачи рабочей жидкости 30.
Цанговый зажим содержит палец 31, втулку 32, пружину 33, цангу 34 и стакан 35. Управление цанговым зажимом осуществляется поворотной вилкой
36, ось которой 37 размещена в ползуне 16 (см. фиг. 5). Другой ползун 17 из каждой пары ползунов верхнего барабана 12 шарнирно связан с вилкой 36 (см. фиг. 5).
Механизм 38 разъема матриц кинематически связан с одним ползуном 18 из каждой пары ползунов нижнего барабана 13 посредством вилок 39, коромысел 40 и обойм 41 (см. фиг. 1 и 3).
Механизм 42 перемещения секций 25 кинематически связан с другим ползуном 19 из каждой пары ползунов нижнего барабана 13 посредством штока 43 с запрессованным в него пальцем
44, коромысел 45 и стойки 46 (см. фиг. 1 и 3).
Роторная машина работает следующим образом.
Трубка-заготовка 47 подается клещевыми захватами 3 транспортного ротора 2 в технологическую позицию 15 рабочего ротора 4. Ползун 16, оснащенный цанговым зажимом 28, опускаясь посредством ролика 21 и
кулачка 23, перемещает трубку-заготовку из клещевых захватов транспортного ротора 2 в рабочую зону разъемных матриц 24. При этом трубка-заготовка находит на палец 31
цангового зажима 28 до упора в торец втулки 32. Посредством ползуна 18, коромысел 40 и обойм 41 .происходит сближение матриц 24, которые охватывают по диаметру трубку-заготовку 47. После сближения матриц и при движении ползуна 17 вниз вилка 36, поворачиваясь на оси 37, перемещает стакан 35, с помощью которого цанга 34 плотно обжимает трубку-заготовку 47 на пальце 31. Затем через устройство для подачи рабочей жидкости 30, какал 48, шлан 49 и отверстие 29 ползуна 16 рабочая жидкость под давлением поступае внутрь трубки-заготовки 47 и вспучивает ее. После вспучивания трубки заготовки производится перемещение секций 25 посредством ползуна 19, штока 43 с запрессованным в него пальцем 44 до соприкосновения секций 25. На этом процесс формообразо вания заканчивается, в результате чего образуется сильфон. Затем происходит сброс давления рабочей жидкости через устройство 30 и осуще3 4 ствляется разъем матриц 24 механизмом 38 с одновременным освобождением сформированного сильфона от секций 25. Механизм 42 перемещения матриц 24 возвращается в исходное положение, а сильфон, оставаясь в цанговом зажиме 28, поднимается совместно с ползуном 16. Когда ползун 16 занимает крайнее верхнее (исходное) положение, то происходит разжим цанги 34 посредством ползуна 17, вилки 36 и стакана 35 (см. фиг. 2 и 4). Далее транспортный ротор 5 забирает из рабочего ротора 4, освобожденный от цангового зажима сильфон для передачи его на следующую операцию. 26 фut.3 4/

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для гидроформовки сильфонов | 1990 |
|
SU1745392A1 |
| Роторная машина для гидравлической формовки сильфонов | 1981 |
|
SU1031563A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Испытательный комплекс | 1984 |
|
SU1224731A1 |
| АВТОМАТИЧЕСКАЯ РОТОРНАЯ МАШИНА | 1965 |
|
SU216096A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU202698A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ СИЛЬФОНОВ | 1974 |
|
SU417984A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |


РОТОРНАЯ MAllMHA, содержащая рабочий ротор, вьтолнениый 'В виде вращающегося вала, на котором жестко закреплены два барабана, снабженные ползунами, и держатель блоков инструментов, отличающаяся тем, что, с целью обеспечения возможности гидроформовки сильфонов из трубчатых заготовок, рабочий ротор снабжен устройством для подачи жидкости в трубку-заготовку, блок инструмента вьтолнен в виде секционной матр'Ицы, снабженной механизмами ее разъема и перемещения секций, ползуны сгруппированы на каждой позиции попарно, причем один из пары ползунов верхнего барабана имеет осевой каналj соединенный с устройством для подачи рабочей жидкости, и снабжен цанговым зажимом, взаимодействующим с поворотной вилкой, шарнирно закрепленной в этом ползуне и шарнирно связанной со вторым ползуном, а один из каждой пары ползунов нижнего барабана кинематически связан с механизмом разъема секционной матрицы, другой - с механизмом перемещения ее секций.^(Л