(5) УСТРОЙСТВО для БЕЗЗАУСЕНЕЧНОЙ РЕЗКИ СТЕРЖНЕВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционное роторно-конвейерное устройство для изготовления стержневых изделий типа гвоздей | 1988 |
|
SU1639852A1 |
| Отрезной автомат роторного типа | 1988 |
|
SU1530312A2 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |
| Отрезной автомат роторного типа | 1989 |
|
SU1678487A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Устройство для обработки и отрезки труб | 1981 |
|
SU948561A1 |
| РАБОЧИЙ РОТОР | 1971 |
|
SU433011A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
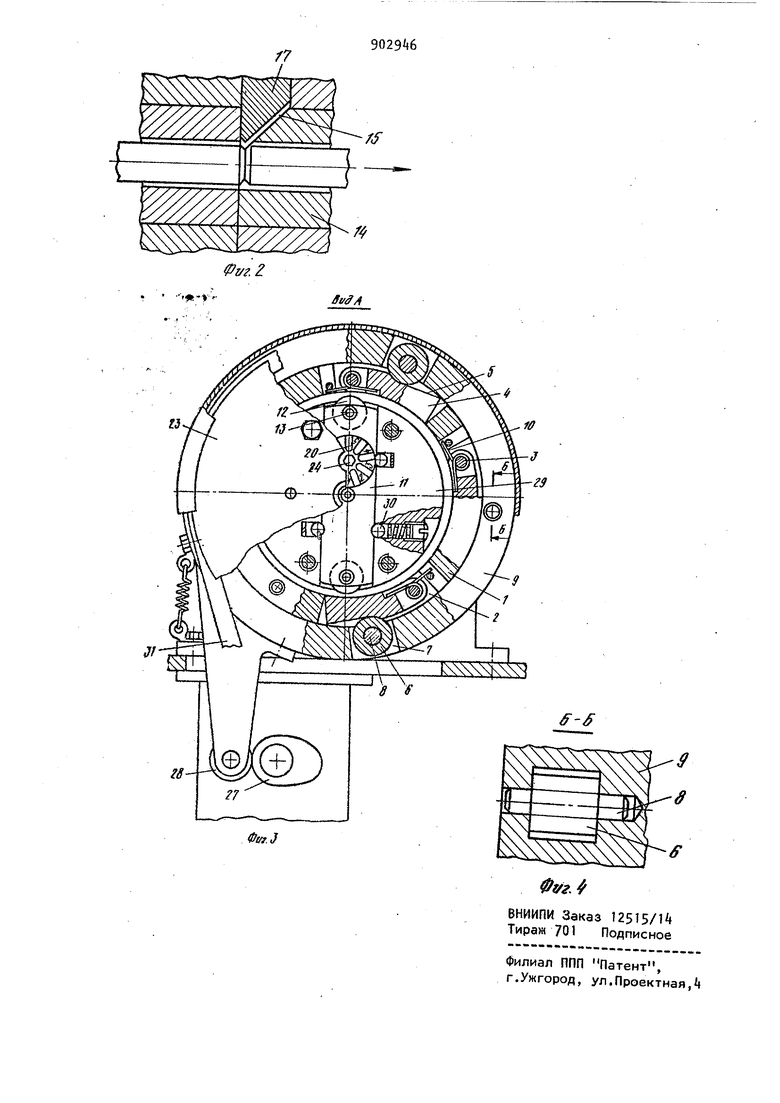
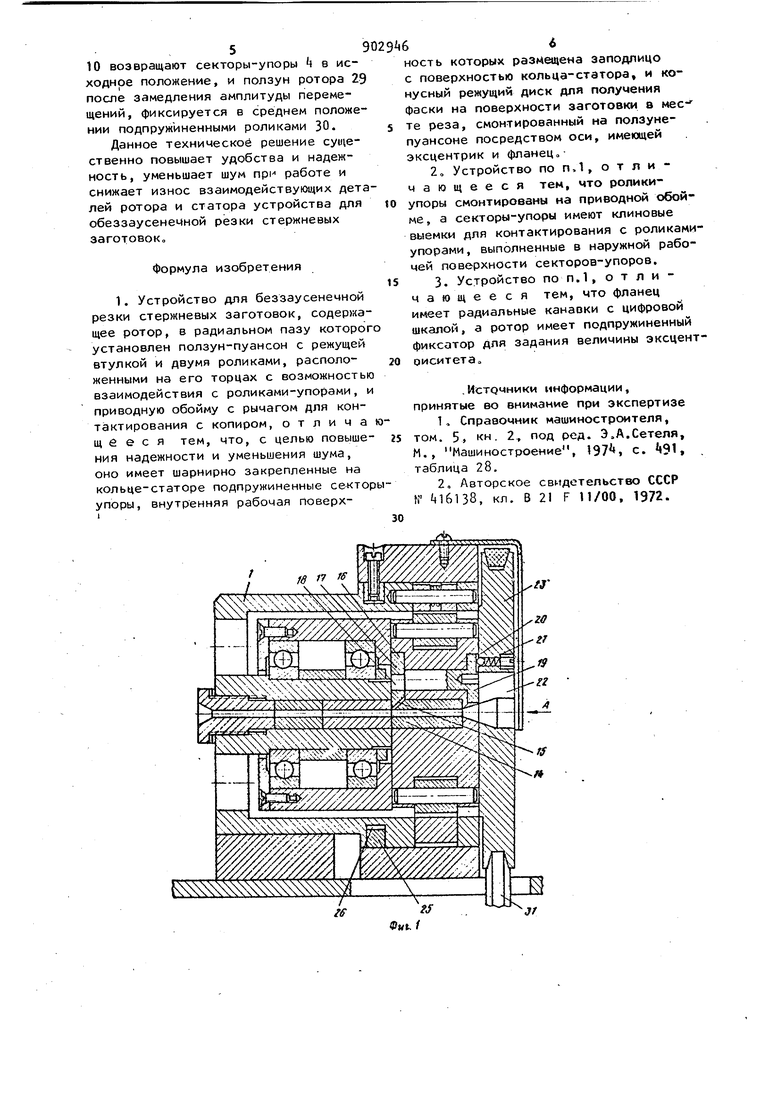
Изобретение относится к области обработки материалов давлением, в частности, к оборудованию для резки стержневых заготовок Известно устройство для резки . стержневых заготовок ГП, содержащее смонтированные на основании ползунпуансон с режущей втулкой и приводну обойму с ножом. Недостаток известного технимеског решения в том, что его надежность не высока, а шум велик. Наиболее близким по своей технической сути является устройство для беззаусенечной резки стержневых заготовок 2, содержащее ротор, в радиальном пазу которого установлен ползун-пуансон с режущей втулкой и двумя роликами-упорами, и приводную обойму с рычагом для контактирования с копиром. Недостаток известного техническог решения в том, что его надежность мала из-за быстрого износа режущей втулки„ Целью изобретения является nioBUш.ение надежности и уменьшение шума. Указанная цель достигается тем, что устройство для беззаусенечной резки стержневых заготовок, содержащее ротор, в радиальном пазу которого установлен ползун-пуансон с режущей втулкой и двумя роликами,расположеными на его торцах с возможностью в 3 аи МО деист в ия с роликами-упорами, и приводную обойму с рычагом для контактирования с копиром, имеет шарнирно закрепленные на кольце-статоре подпружиненные секторы-упоры, внутренняя рабочая поверхность которых размещена заподлицо с поверхностью кольца-статора, и конусный режущий диск для получения фаски на поверхности заготовки в месте реза, смонтированный на ползуне-пуансоне посредством оси, имеющей эксцентрик и фланец. Кроме того, ролики-упоры смонтированы на приводной обойме, а секторы-упоры имеют клиновые выемки для контактирования с роликами-упорами, выполненные а наружной рабочей поверхности секторов-упоров. Кроме того, фланец имеет радиальные канавки с цифровой шкалой, а ротор имеет подпружиненный фиксатор дли задания величины эксцентриситета На фиг. 1 показано предлагаемое устройство; на фиг. 2 - участок резки заготовки; на фиг. 3 вид по стрелке А на фиг.1; на фиг k - разрез Б-Б на фиг.Зо Устройство имеет в кольце-статоре 1 окна 2, в которых на осях 3 шариир но установлены секторы-упоры k, расположенные в нечетком количестве (на пример пять или семь) равномерно по окружности. На наружной поверхности - секторов-упоров k имеются клиновые выемки-скосы 5 под роликиупоры 6, находящиеся в окнах 7 на осях 8 в приводной обойме 9- Секторы поджимаются к роликам-упорам 6 силой пружин 10. В исходном положении обоймы 9 внутреняя поверхность секторов-упоров Ц вписывается в окружность кольца-статора 1. Ползун-пуансон 11 ротора имеет два ролика 12, -установленные подвижно на осях 13. Твердосплавная режущая втулка t имеет скос 15, переходящий в выемку 16 ползуна-пуансона .11, в который помещен фаскообразующий конусный режущий диск 17, установленный подвижно на эксцентриковой оси 18, имеющей фланец 19 с цифровым обозначением эксцентриситета и радиальными канавками 20 для фиксации положения оси подпружиненным фиксатором 21. Эксцентриситет оси 18 выполнен с углом самоторможения. Положение наименьшего эксцентриситета определяется нулевой отметкой шкалы фланца 19, наблюдаемой через окно 22 приводного шкива 23. Для поворота оси 18 на нужный эксцентриситет предусмотрено шестигранное отверстие 2k под торцовый ключ. Осевое смещение приводной обой мы 9 предупреждается двумя полукольцами 25, соединенными с обоймой, находящимися в кольцевой анавке 26 корпуса статора 1. Имеется приводной кулачок 27 и контактный ролик 28, смонтированный на приводной обойме 9. Для фиксации 9 ползуна 11 на роторе 29 установлены подпружиненные ролики 30 для ползуна 11, а шкив 23 посредством ремня 31 связан с приводом. Работа устройства осуществляется следующим образом. После подачи прутка (проволоки) на длину заготовки кулачок 27 привода через контактный ролик 28 поворачивает обойму 3, при этом роликиупоры 6 обоймы 9, воздействуя на выемки-скосы 5 секторов-упоров 4 наклоняют секторы внутрь кольца-статора 1. При вращении ротора 29 ползун-пуансОн 11 набегает роликами 12 поочередно на секторы-упоры ( и, перемещаясь в пазу ротора 29, делает при сдвиге в одну сторону надрезфаску режущим диском 17, при обратном сдвиге - срез твердосплавной втулкой }k, которая при этом сглаживает краевые возвышения фаски. В момент касания заготовки диском 17 при вращении ротора 29 осуществляется одновременно поворот диска 17 на своей оси 18 и, соответственно, образование фаски на участке окружности реза, при этом чем больше глубина внедрения диска 17, тем больше угол его поворота и тем длиннее участок фаски. Следовательно диск 17 в процессе работы совершает периодическое вращательное движение, т,е, работает всей окружностью фаскообразующей кромки По мере износа диска 17 или после переточки его (при значительном износе фаскообразующей кромки) диск 17 в исходное положение по касательной к заготовке устанавливается поворотом своей эксцентриковой оси 18, фиксированное положение которой определяется цифрами шкалы фланца 19 Набегание роликов 12 на секторыупоры при вращении ротора 29 происходит без резких ударов, Тое ролики в пераый момент проходят шарнирный участок сектора k с небольшим зазором, затем с плавным переходом касаются среднего участка поверхности, после чего, прокатываясь по наклонной части сектора k, передают ползуну-пуансону 11 усилие реза.Чем больше угол поворота обоймы 9, тем больше наклон секторов-упоров k и амплитуда возвратно-поступательных движений ползуна ротора 29. При обработном повороте обоймы 9 пружины 10 возвращают секторы-упоры в исходное положение, и ползун ротора 29 после замедления амплитуды перемещений, фиксируется в среднем положении подпружиненными роликами 30. Данное техническое решение существенно повышает удобства и надежность, уменьшает шум npi работе и снижает износ взаимодействующих дета леи ротора и статора устройства для обеззаусенечной резки стержневых заготовоко Формула изобретения 1. Устройство для беззаусенечной резки стержневых заготовок, содержащее ротор, в радиальном пазу которог установлен ползун-пуансон с режущей втулкой и двумя роликами, расположенными на его торцах с возможностью взаимодействия с роликами-упорами, и приводную обойму с рычагом для контактирования с копиром, отлича щееся тем, что, с целью повышения надежности и уменьшения шума, оно имеет шарнирно закрепленные на кольце-статоре подпружиненные сектор упоры, внутренняя рабочая поверх1ность которых размедена заподлицо с поверхностью кольца-статора, и конусный режущий диск для получения фаски на поверхности заготовки а месте реза, смонтированный на ползунепуансоне посредством оси, имеющей эксцентрик и фланец 2, Устройство по пЛ, отличающееся тем, что роликиупоры смонтированы на приводной обойме , а секторы-упоры имеют клиновые выемки для контактирования с роликамиупорами , выполненные в наружной рабочей поверхности секторов-упоров. 3. Устройство по П.1, отличающееся тем, что фланец имеет радиальные канавки с цифровой шкалой, а ротор имеет подпружиненный фиксатор для задания величины эксцентоиситета .Источники информации, принятые во внимание при экспертизе 1„ Справочник машиностроителя, том. 5, кн. 2., под ред. Э.А.Сетеля, М. , Машиностроение, 197, с. 9. таблица 28. 2, Авторское свидетельство СССР N 416138, кл. В 21 F П/00, 1972.
