:Изобретение относится к области обработки металлов давлением, а именно к штампам для резки пруткового и листовозто материала и является усовершенствованием устройства для отрезки мерных заготовок по авт. ев, № 657932.
По основному авт. св. 657932. известно устройство для отрезки мерных заготовок, содержащее механизм подачи, узел резки, переднюю и заднюю направляющие подаваемой заготовки, расположенные с обеих сторон узла резки, задний упор и выталкиватель, размещенный между направлякндей плитой и задней направляющей и выполненный в виде пластины толщиной, по крайней мере равной толщине заготовкиГи.
Недостаток известного устройства заключается в том, что выталкиватель и опора для него выполнены в виде сплошных пластин., вследствие чего к формообразующему бборудованйю подается не только мерная заготовка, но и немерный остаток - металлургический конец и концевой остаток, а ориентация заготовки осуществляется только по горизонтальной плоскости, что снижает производительность работы устрбйства в целом.
Цель дополнительного изобретенияповышение производительности ра- . боты устрой 5тва для .отрезки мерных заготовок.
С этой целью в устройстве для отрезки мерных заготовок по авт. св. № 657932, выталкиватель выпол10нен с пазом для сброса немерного остатка, а направляющая плита выталкивателя выполнена в виде двух направляющих, установленных на расстоянии одна от другой, не прерывающем величины минимально допустимой длины мерной заготовки.
Для повышения надежности удаления иемернрго остатка направляющие выталкивателя выполнены с наклонной
20 рабочей поверхностью, расположенной под углом oL к горизонтальной плоскости, поверхности выталкивателя, расположенные с возможностью взаимодействия с Наклонными поверхностями направляющих, также выполнены . наклонными под углом pt, а расстояние между направляющими определяют по следующей зависимости:
eWL -ci4g V b -a/
30
где С - расстояние между направляющими ;
L - длина немерного остатка; а - ширина направляющих; cL угол скоса направляющих; b - высота (диаметр) разрезаемого проката.
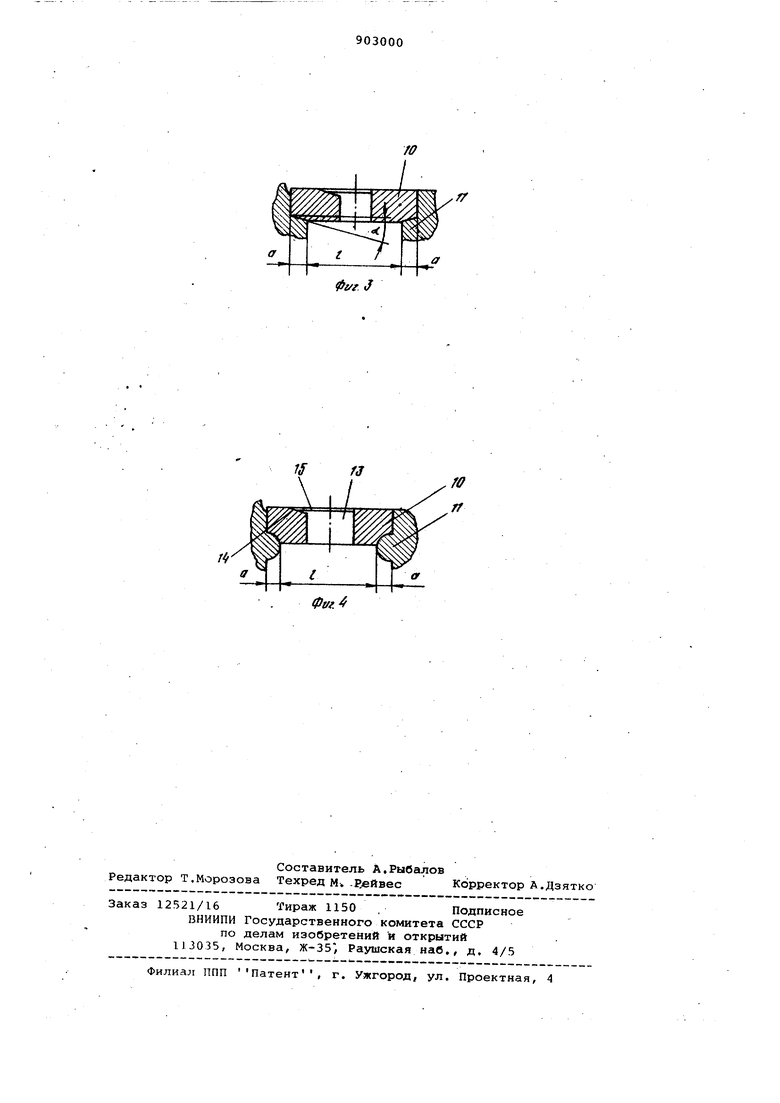
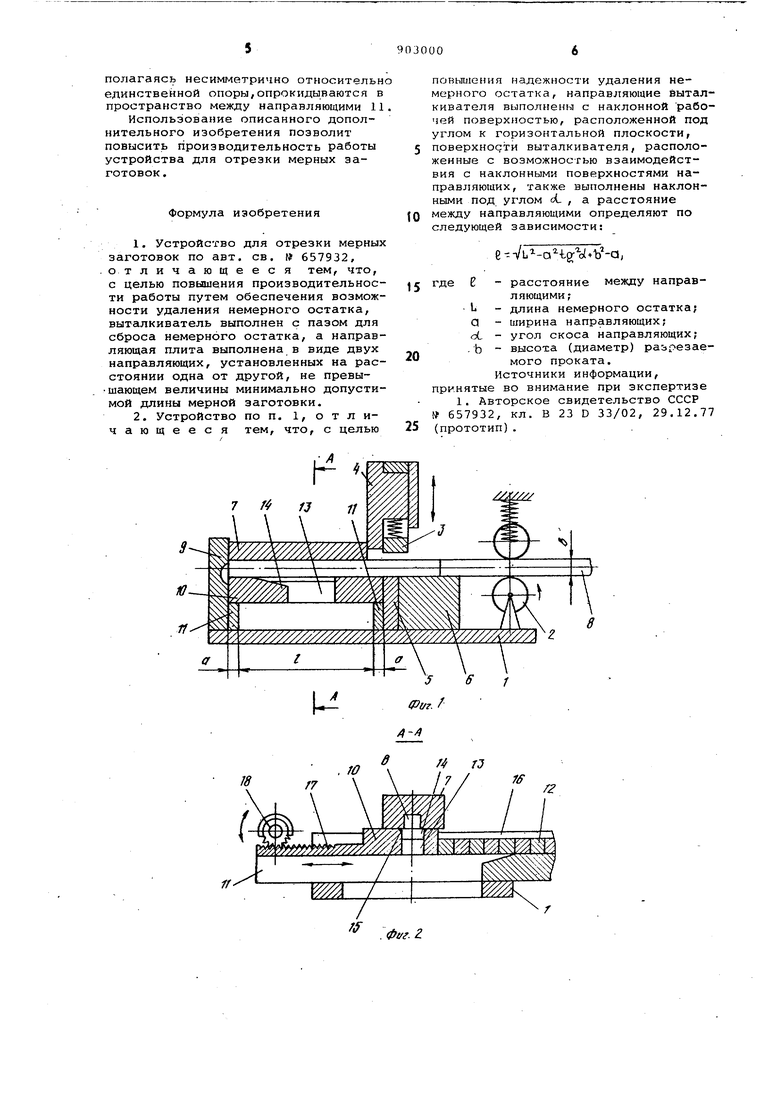
На фиг. 1 схематически изображено предлагаемое устройство, разрез на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - направляющие выталкивателя с наклонными рабочими поверхностями; на фиг. 4 - направляющие выталкивателя с рабочими поверхностями цилиндрической формы.
Устройство для отрезки мерных заготовок содержит, размещенные на общем корпусе 1 механизм 2 подачи, узел резки в составе прижима 3, подвиж 1ых 4 и неподвижных 5 ножей, направляющие б и 7 для разрезаемого проката 8,упор 9 и выталкиватель 10 установленный на направляющих 11, предназначенных также для складирования и подачи мерных заготовок 12 к формообразующему оборудованию (на чертеже не показано).
Механизм 2 подачи предназначен для подачи проката 8 через направляющую 6, расположенную по ходу подчи проката до неподвижного ножа 5, и через направляюгДую 7, расположенную .по ходу подачи за подвижным ножом 4, до упора 9, служащего для отмера длины мерной заготовки 12. Направляющие б и 7 и упор 9 соосны с направлением подачи проката 8. Под направляющей 7 размещен с возможностью возвратно-поступательного движения по направляющим 11 выталкиватель 10, служащий для направления и поддержки подаваемого проката 8, а также для подачи мерных заготовок 12 к формообразующему оборудованию.
Высота выталкивателя 10 выбирается равной или большей, чем высота (диаметр) разрезаемого проката 8.
Выталкиватель 10 снабжен сквозным продолговатым пазом 13 для удаления немерного остатка, расположенным под направляющей 7. Уклон 14 и фаски 15 паза 13 исключают.закусыванне проката 8 и обеспечивают беспрепятственную подачу концевого остатка, превышающего по длине размер паза 13 до упора 9.
Направляющие 11 установлены друг от друга на расстоянии, не превышающем минимально допустимую длину мерной заготовки и определяемом для конкретных значений а, в, L, ССкошенные гюд углом oL направляющие
11поыЕзшают н дежность процесса удаления немернт о остатка. Направляющие 11 своими боковыми поверхностями 1Б ориентируют заготовки
12п верти сальной плоскости. Напраипяюшис 1 Moryi быть выполнены
с рабочими поверхностями цилиндрической формы (см. фиг. 4).
Выталкиватель 10 снабжен приводом возвратно-поступательного пере-, мещения по направляющим 11, выполненным в виде зубчатой рейки 17 и приводной шестерни 18. Выталкиватель 10 может быть связан и с дугим типом привода возвратно-поступательного перемещения.
Подвижный нож 4 и прижим 3 узла рейки снабжены механизмом возвратнопоступательного перемещения.
Работает устройство следующим образом.
Прокат 8 предварительно укладывается в механизм 2 подачи и им подается через направляющие б и 7 и по верхней поверхности выталкивателя 10 до упора 9. После этого выталкиватель 10 выдвигается из-под проката 8 и при рабочем ходе узла резки прижим 3 прижимает прокат 8 к направляющей 6. Затем подвижный нож 4, перемещаясь при рабочем ходе узла резки вниз, отрезает мерную заготовку 12 от проката 8 и опускает ее на направляющие 11.
При холостом ходе узла резки подвижный нож 4 и прижим 3 возвращаются в исходное положение, освобождая прокат 8 от сил фиксации.
После этого выталкиватель .10,приводимый в движение щестерней 18 чере рейку 17, удаляет мерную заготовку
12из рабочей зоны устройства, перемещая ее по направляющим 11 к формообразующему оборудованию.
Далее цикл работы повторяется.
При подаче в пространство между плоскостью реза и упором 9 концевого остатка предыдущего проката 8 длиной, меньшей чем размер паза 13 по длине, этот концевой остаток под действием сил гравитации через паз
13падает в пространство между направляющими 11. В результате этого до упора 9 подается следующий прокат 8. При одинаковой длине предыдущего и последующего проката 8 цикл работы и удаление концевого остатка через паз 13 выталкивателя 10 повторяется.
При подаче в пространство между плоскостью реза и упором 9 концевого остатка проката 8 длиной большей, чем размер паза 13, этот концевой остаток по уклону 14 выталкивателя
10и направляющей 7 подается до упора 9. После выдвижения выталкивателя 10 из.-под проката 8 и при рабочем ходе узла резки концевой остаток начинает падение s начальной стадии рабочего хода узла резки, а металлургический конец опускается узлом резки на одну из направляющих
11после отрезки от проката 8 в конце рабочего хода. Эти немерные остатки, не имея второй опоры и располагаясь несимметрично относительно единственной опоры,опрокидываются в пространство между направляющими 11.
Использование описанного дополнительного изобретения позволит повысить производительность работы устройства для отрезки мерных заготовок .
Формула изобретения
1.Устройство для отрезки мерных заготовок по авт. св. № 657932, отличающееся тем, что, с целью повышения производительности работы путем обеспечения возможности удаления немерного остатка, выталкиватель выполнен с пазом для сброса немерного остатка, а направляющая плита выполнена в виде двух направляющих, установленных на расстоянии одна от другой, не превышающем величины минимально допустимой длины мерной заготовки,
2.Устройство по п, 1, отличающееся тем, что, с целью
Ц
13
W// W//W// A
У////7 /////А
. W
W
f
повышения надежности удаления немерного остатка, направляющие выталкивателя выполнены с наклонной рабочей поверхностью, расположенной под углом к горизонтальной плоскости, поверхности выталкивателя, расположенные с возможностью взаимодействия с наклонными поверхностями направляющих, также выполнены наклонными под углом cL , а расстояние между направляющими определяют по следующей зависимости:
eWL -a4gr oi.tf-a,
между направгде
расстояние
5
ляющими;
L а
длина немерного остатка;
ширина направляющих;
d,
угол скоса направляющих;
высота (диаметр) разрезае-Ъ
0 мого проката. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 657932, кл. В 23 D 33/02, 29.12.77
5 (прототип).
//Ж(7/7//Х//////Л(7//Л
Л.
5 S (Puz. / ТЗ
Iff
Г2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезки мерных заготовок | 1981 |
|
SU969474A1 |
| Устройство для мерной резки проката | 1980 |
|
SU998008A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Штамп для рубки листового материала | 1983 |
|
SU1181792A1 |
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |