дачи, а один из его выходов и один из входов соединены с блоком управления.
На чертеже представлена предлагаемая система.
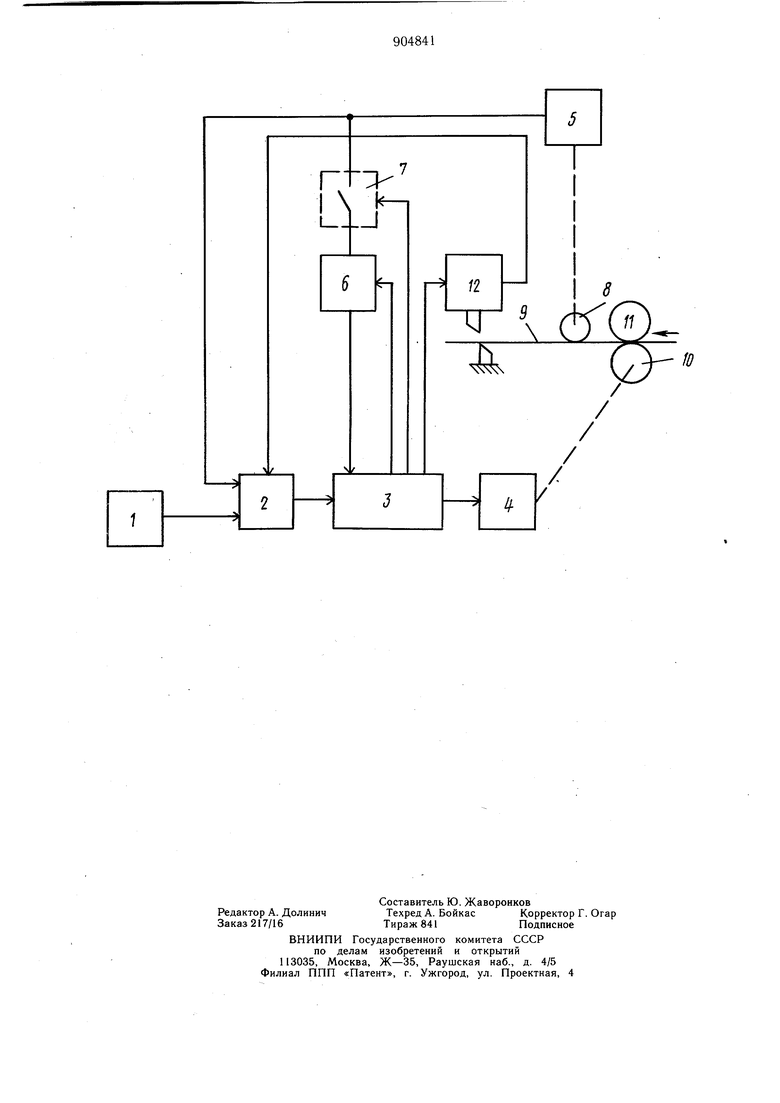
Система управления приводом подающего органа содержит задатчик 1 величины подачи, реверсивный счетчик 2, блок управления 3, привод 4, датчик 5 величины подачи, нереверсивный счетчик 6, ключевой блок 7, ролик 8, взаимодействующий с материалом 9 (полосой или лентой). Привод 4 связан с подающими валками 10 и 11, у которых установлены ножницы 12. Нереверсивный счетчик 6 выполнен с числом разрядов, равным максимальной величине погрещности шага подачи.
Система управления приводом подающего органа работает следующим образом.
Задатчиик 1 величины подачи подает сигнал, содержащий информацию о величине подачи материала 9, в реверсивный счетчик 2.
Цифровой сигнал из реверсивного счетчика 2 поступает в блок управления 3. Блок управления 3 преобразует цифровой сигнал в аналоговый, который поступает в привод 4. Привод 4 приводит в движение подающие валки 10 и 11, которые перемещают материал 9 (полосу или ленту) на щаг Т подачи в рабочую зону ножниц 12. Ролик 8 при взаимодействии с материалом 9 вращается и приводит в движение датчик 5 величины подачи. Датчик 5 величины подачи вырабатывает сигнал, пропорциональный углу поворота ролика 8, и подает его в реверсивный счетчик 2, который работает в режиме вычитания, и на выходе имеет число, соответствующее оставшемуся пути. При равенстве чисел в реверсивном счетчике 2 и нереверсивном счетчике 6 (в данном случае число в нереверсивном счетчике равно нулю) блок управления 3 подает сигналы после сравнения этих чисел на отключение привода 4, на включение ключевого блока 7. Подающие валки 10 и 11 работают в режиме торможения и в этот момент перемещают материал 9 на некоторую величину D. При этом ролик 8 вращает датчик 5 величины подачи, который подает сигнал через ключевой блок 7 в нереверсивный счетчик 6, в котором осуществляется запись величины длины пути пройденного материала 9 после подачи сигнала на отключение привода 4. Затем, по истечении определенного времени после подачи сигнала на отключение привода 4, блок управления 3 подает
сигнал на включение ножниц 12 и размыкание ключевого блока 7.
После осуществления резки материала 9 поступает сигнал от ножниц 12 в реверсивный счетчик 2 и задатчик 1 величины подачи подает сигнал, содержащий информацию о величине подачи материала 9, в реверсивный счетчИк 2. ..
При повторном цикле подачи сигнал на отключение привода 4 также подается при равенстве чисел в счетчиках 2 и 6, т. е. сигнал на отключение привода 4 подается при прохождении материала 9 величины пути L, равной L Т-D.
Подающие валки 10 и 11 начинают работать в режиме торможения, а сигнал из блока управления 3 поступает в нереверсивный счетчик бив ключевой блок 7.
При этом в нереверсивном счетчике б величина D стирается и при вращении датчика 5 величины подачи вновь записывается следующая величина D. Затем цикл повторяется.
Формула изобретения
Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей мащинь, содержащая задатчик величины подачи, реверсивный счетчик, вход которого соединен с датчиком величины подачи и приводом обрабатывающей мащины, а выход - с одним из входов блока управления, управляющего приводом обрабатывающей машины, приводом подачи и ключевым блоком, вход которого соединен с датчиком величины подачи, а выход - с дополнительным счетчиком, отличающаяся тем, что, с целью упрощения системы, выход задатчика величины подачи соединен с входом реверсивного счетчика, дополнительный счетчиик выполнен нереверсивным с числом разрядов, определяемым максимальной величиной погрешности шага подачи, а один из его выходов и один из входов соединены с блоком управления.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 378809, кл. G 05 В 19/26, 22.01.71.
2.Авторское свидетельство СССР
№ 665289, кл. G 05 В 19/26, В 21 D 7/12 22.02.78 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1986 |
|
SU1335932A1 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1987 |
|
SU1505623A2 |
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1981 |
|
SU1009578A2 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1986 |
|
SU1345171A1 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1987 |
|
SU1462252A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Устройство для программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1982 |
|
SU1092482A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Цифровой регулятор перемещения длинномерного материала в рабочую зону обрабатывающей машины | 1985 |
|
SU1274821A1 |