Изобретение относится к маилиностроению,в частности к конструкции устройства управления оборудованием для обработки давлением. По основному авт. св. P 904841 известна система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины, содержащая задатчик величины подачи,реверсивный счетчик,входы котор ого соединены с датчиком величины подачи и приводом исполнительного органа обрабатывающей маиины, а выход - с одним из входов командного блока, управляющего приводом jll. Система содержит также привод подачи и ключевой блок, вход которого соединен с датчиком величины подачи,а выход - с дополнительным счетчиком, при этом выход задатчика величины подачи соединен с входом реверсивного счетчи-. ка, дополнительный счетчик выполнен нереверсивным числом разрядов, определяемым максимальной величиной погрешности шага подачи, а его выход и один из входов соединены с командным блоком. Известная система не обеспечивает требуемой точности реза заготовок пр высоких скоростях подач из-за отсутствия возможности коррекции момента останова привода подачи по результатам реза предыдущей заготовки. С целью устранения этого недостат ка и повышения точности реза система программного управления подачей дпин номерного материала в рабочую зону обрабатывающей машины, содержащая за датчик величины подачи, реверсивный счетчик,входы которого соединены с датчиком величины подачи и приводом исполнительного opraiia обрабатывающе . машины, а выход - с одним из входов командного блока, управляющего приво .дом, а также содержащая привод подаvчи и ключевой блок, вход которого соединен с датчиком величины подачи, а выход - с дополнительным счетчиком при этом выход задатчика величины по дачи соединен с входом реверсивного счетчика, дополнительный счетчик выполнен нереверсивным с числом разрядов, определяемым максимальной величиной погрешности шага подачи, а его выход и один из входов соединены с командным блоком, снабжена счетчиком команд и цифро-аналоговым преобразователем, выполненным с насыщением вы ходной характеристики,причем вход счет чика команд соединен с выходом исполнительного органу и входом реверсивного счетчика, а выход связан с входом цифроаналогового преобразователя, выход которого подключен к входу при вода подачи. На чертеже изображена блок-схема предложенной системы. Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины содержит задатчик 1 величины подачи, реверсивный счетчик 2, командный блок 3, привод 4 подачи, датчик 5 величины подачи, дополнительный нереверсивный счетчик 6, ключевой блок 7, счетчик 8 команд, циЛроаналоговыи преобразователь 9, ролик 10, взаимодействующий с материалом 11 (полосой или лентой). Привод 4 подачи связан с с подающими валками 12 и 13, у которых установлен привод 14 исполнитель- ного органа (например, ползун ножниц) . В счетчике команд 8 фиксируется число включений привода 14 исполнительного органа обрабатывающей машины. Так как выход командного блока 3 подключен согласно с выходом цифроаналогового преобразователя 9 к входу привода 4 подачи, то привод 4 в общем случае работает при отработке любой непервоначальной заготовки в зависимости от суммы аналоговых сигналов командного блока 3 и цифроаналогового преобразователя 9.При отработке первоначальной заготовки в счетчике 8 команд содержится нуль, и выходное напряжение цифроаналогового преобразователя 9 также равно нулю. Результирующий сигнал, поступающий на вход привода 4 подачи, в этом случае равен выходному сигналу командного блока 3. Зависимость результирующего сигнала (задающего напряжения), поступающего на привод 4 подачи в функции остатка пути отработки после -го количества срабатываний, исполните вьного органа обрабатывающей машины, выбирается такой, чтобы при максимальном тормозном моменте двигателя привода 4 и минимальном приведенном маховом моменте отработка заданного размера производилась без превышения установленной погрешности отработки (ДЬ). В процессе отработки первоначальной заготовки зависимость задающего напряжения в функции остатка пути будет смещена (по сравнению с аналогичной зависимостью при отработке И-ой заготовки по оси ординат вниз (т.е. в сторону уменьшения). Величина этого смеще. ния выбирается такой,чтобы при минимальном тормозном моменте двигателя привода 4 подачи и максимальном приведенном маховом моменте отработка заданного размера первоначальной () заготовки производилась без превшиения установленной погрешности отработки (дЬ) . Система программного управления подачей длинномерного материала работает следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1986 |
|
SU1335932A1 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1986 |
|
SU1345171A1 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1987 |
|
SU1462252A1 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1987 |
|
SU1505623A2 |
| Устройство для программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1982 |
|
SU1092482A1 |
| Цифровой регулятор перемещения длинномерного материала в рабочую зону обрабатывающей машины | 1985 |
|
SU1274821A1 |
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1980 |
|
SU904841A1 |
| Устройство для позиционного управления электроприводом постоянного тока | 1981 |
|
SU1003286A1 |
| Устройство для программного управления шлифовальным станком | 1982 |
|
SU1085792A1 |
| Устройство для двухкоординатного управления рабочим органом | 1990 |
|
SU1815620A1 |
СИСТЕМА ПРОГРАММНОГО УПРА:ВЛЕНИЯ ПОДАЧЕЙ ДЛИННОМЕРНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ОБРАБАТЫВАЮЩЕЙ МАШИНЫ по авт. св. № 904841, отличающаяся тем, что, с целью повышения точности реза, она снабжена счетчиком команд и цифроаналоговым преобразователем, выполненным с насыщением выходной характеристики, причем вход счетчика команд соединен с выходом исполнительного органа и входом реверсивного счетчика, а выход связан с входом цифроаналоговогр преобразователя, выход которого подключен к входу привода подачи.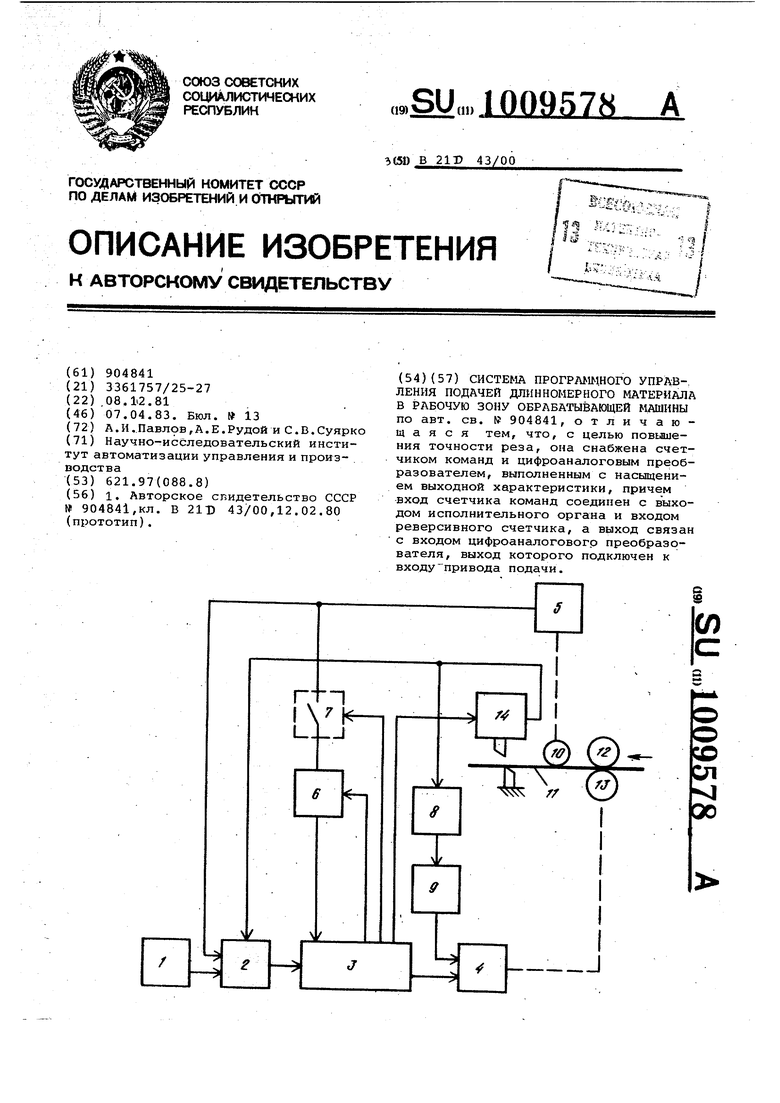
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1980 |
|
SU904841A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
