I
Изобретение относится к литейному производству, точнее, к производству отливок из металлов на горизонтальных установках непрерывного литья периодического действия.
Известно устройство для автоматического управления установкой непрерывной разливки металлов с циклическим режимом вытягивания заготовки из кристаллизатора, в котором по температуре поверхности заготовки регулируется скорость вытягивания при перемещении заготовки в каждом цикле, а время паузы и время вытягивания задают вручную с пульта управления fl.
Однако данное устройство не обеспечивает регулирование времени паузы .и времени вытягивания в зависимости от температуры поверхности заготовки, тем самым снижается надежность функционирования и производительность установки.
Наиболее близким к предлагаемому является устройство для автоматического управления установкой непрерывной разливки металлов периодического действия, в котором по температуре поверхности заготовки регулируется время паузы между вытягиваниями отливки, для чего в системе управления гидроприводом установлен регулятор времени пауз вытягивающего устройства, входы которого соединены с измерителем температуры отливки и с датчиком положения вытягивающего устройства, а выход - с входом системы управления гидроприводом 2.
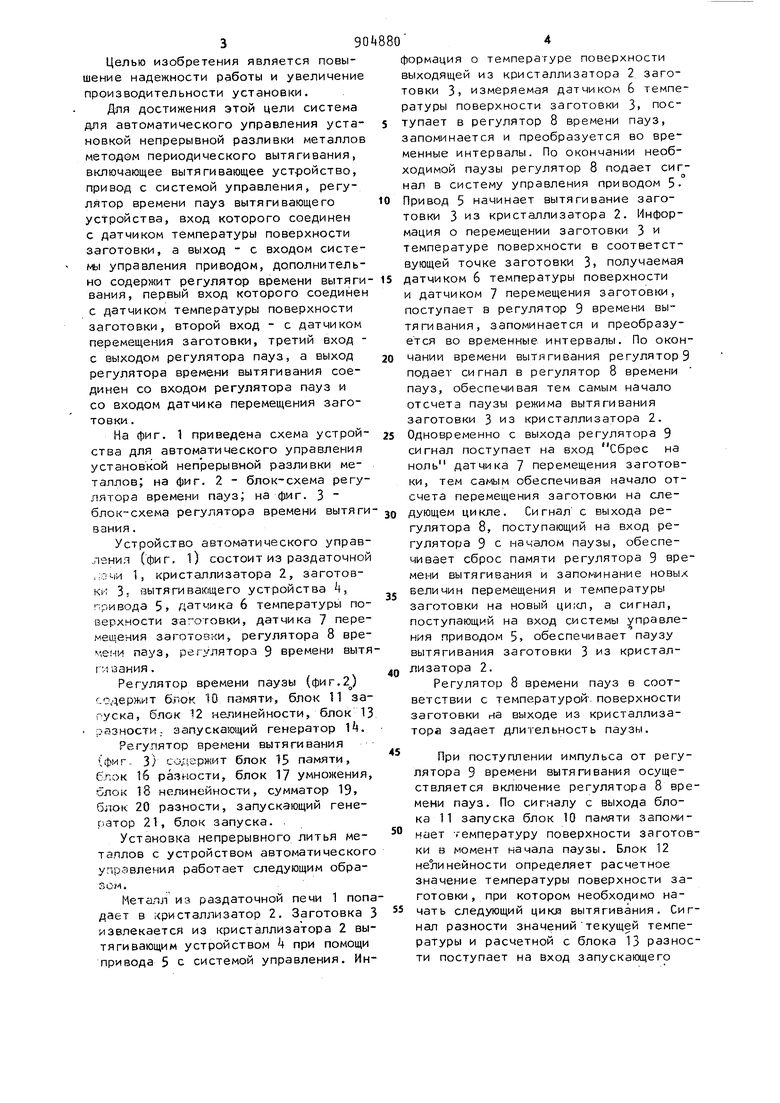
Недостаток известного устройства заключается в том, что оно не обеспечивает регулирование времени вытягивания в зависимости от температуры поверхности заготовки и шага вытягивания,ччто приводит к снижению производительности установки, уменьшению надежности ее работы. 3 g Целью изобретения является повышение надежности работы и увеличение производительности установки. Для достижения этой цели система для автоматического управления установкой непрерывной разливки металлов методом периодического вытягивания, включающее вытягивающее устройство, привад с системой управления, регулятор времени пауз вытягивающего устройства, вход которого соединен с датчиком температуры поверхности заготовки, а выход - с входом системы управления приводом, дополнительно содержит регулятор времени вытяги вания, первый вход которого соединен с датчиком температуры поверхности заготовки, второй вход - с датчиком перемещения заготовки, третий вход с выходом регулятора пауз, а выход регулятора времени вытягивания соединен со входом регулятора пауз и со входом датчика перемещения заготовки . На фиг. 1 приведена схема устройства для автоматического управления установкой непрерывной разливки металлов; на фиг. 2 - блок-схема регулятора времени пауз; на фиг. 3 блок-схема регулятора времени вытяги вания. Устройство автоматического управления (фиг. 1) состоит из раздаточной .:-;чи 1, кристаллизатора 2, заготовки 3; вытягивающего устройства , привода 5, датчика 6 температуры поверхности загчтговки, датчика 7 перемеидения заготовки, регулятора 8 времени пауз, регулятора 9 времени вытя гизания. Регулятор времени паузы (фиг.2.) содержит блок 10 памяти-, блок 11 запуска, блок 12 нелинейности, блок 13 разности; запускающий генератор И. Регулятор времени вытягивания (фиг. 3) содержит блок 15 памяти, блок 16 разности, блок 17 умножения, блок 18 нелинейности, сумматор 19, блок 20 разности, запускающий генератор 21, блок запуска. Установка непрерывного литья металлов с устройством автоматического управления работает следующим образом. Металл из раздаточной печи 1 поп дает в кристаллизатор 2. Заготовка извлекается из кристаллизатора 2 вы тягивающим устройством 4 при помощи привода 5 с системой управления. Ин ормация о температуре поверхности выходящей из кристаллизатора 2, загоовки 3, измеряемая датчиком 6 темпеатуры поверхности заготовки 3. посупает в регулятор 8 времени пауз, апоминается и преобразуется во временные интервалы. По окончании неободимой паузы регулятор 8 подает сигнал в систему управления приводом 5. Привод 5 начинает вытягивание заготовки 3 из кристаллизатора 2. Информация о перемещении заготовки 3 и температуре поверхности в соответствующей точке заготовки 3, получаемая датчиком 6 температуры поверхности и датчиком 7 перемещения заготовки, поступает в регулятор 9 времени вытягивания, запоминается и преобразуется во временные интервалы. По окончании времени вытягивания регулятор 9 подает сигнал в регулятор 8 времени пауз, обеспечивая тем самым начало отсчета паузы режима вытягивания заготовки 3 из кристаллизатора 2. Одновременно с выхода регулятора 9 сигнал поступает на вход Сброс на ноль датчика 7 перемещения заготовки, тем самым обеспечивая начало отсчета перемещения заготовки на слеСи гнал с выхода редующем цикле. гулятора 8, поступающий на вход регулятора 9 с началом паузы, обеспечивает сброс памяти регулятора 9 времени вытягивания и запоминание новых величин перемещения и температуры заготовки на новый цикл, а сигнал, поступающий на вход системы управления приводом 5, обеспечивает паузу вытягивания заготовки 3 из кристаллизатора 2. Регулятор 8 времени пауз в соответствии с температурой поверхности заготовки на выходе из кристаллизатора задает длительность паузы. При поступлении импульса от регулятора 9 времени вытягивания осуществляется включение регулятора 8 времени пауз. По сигналу с выхода блока 11 запуска блок 10 памяти запомиHijeT температуру поверхности заготовки в момент начала паузы. Блок 12 не пинейности определяет расчетное значение температуры поверхности заготовки , при котором необходимо начать следующий цикй вытягивания. Сигнал разности значенийтекущей температуры и расчетной с блока 13 разности поступает на вход запускающего
генератора 1, нуль-орган которого определяет момент включения генератора. Импульс с выхода генератора запускает регулятор времени пауз и одновременно воздействием на блок 11 запуска стирает память. Настройка блока 12 нелинейности зависит от марки сплава, профиля и размеров сечения заготовки.
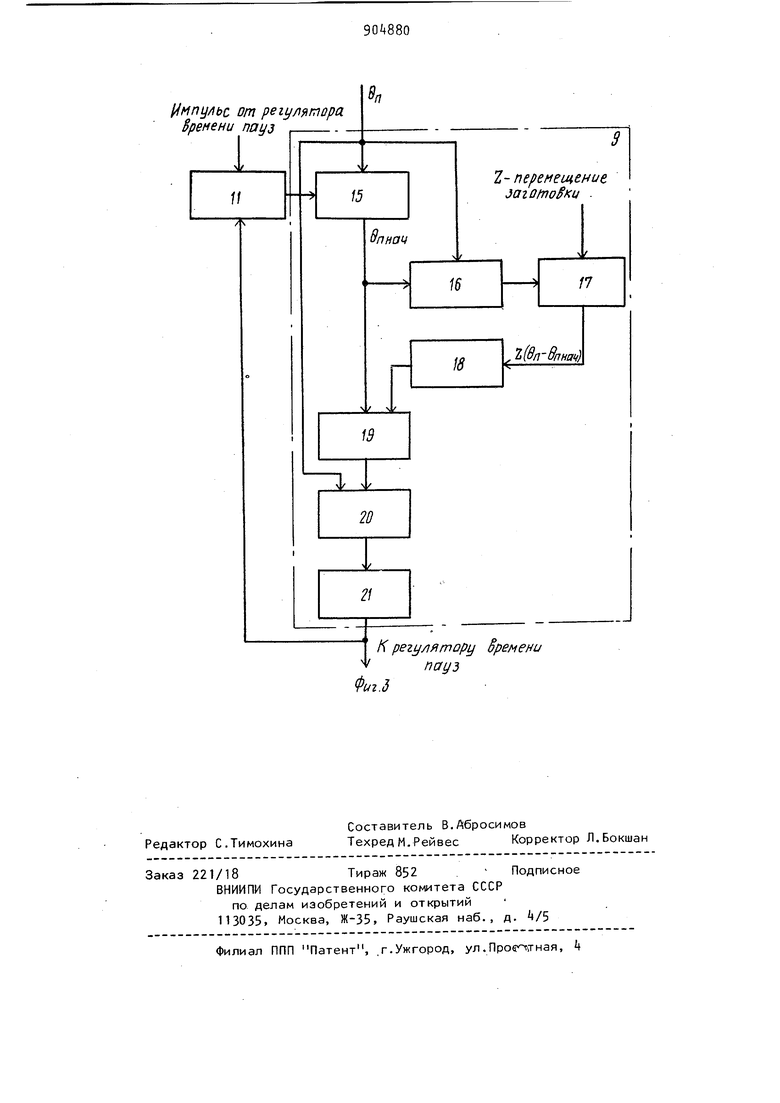
Регулятор времени вытягивания позволяет в соответствии с информацией о перемещении заготовки и температуре поверхности в соответствующей точке задавать длительность времени вытягивания. При поступлении импульса от регулятора 9 осуществляется включение регулятора 8. По сигналу с выхода блока 11 запуска блок 15 памяти запоминает температуру поверхности в момент начала вытягивания. Блок 16 разности, на входы которого поступают
сигналы от датчика температуры поверхности и с выхода блока 15 памяти определяет изменение текущей температуры относительно запомненной. На вход блока 17 умножения поступают сигналы от дачика 7 перемещения заготовки и с выхода блока 16 разности Блок 17 умножения через блок 18 нелинейности соединен с сумматором 19, ВТрой вход которого соединен с выходом блока 15 памяти.
Сигнал с выхода сумматора 19 пред ставляет собой расчетное значение температуры поверхности, при котором очередной циьсл вытягивания необходимо закончить. Выход сумматора 19 и датчика 6 температуры поверхности соединены со входами блока 20 разности, выход которого через запускающий генератор 21 соединен с регулятором 8 I времени пауз и блоком запуска.
Основным преимуществом предлагаемого устройства по сравнению с известными является регулирование времени вытягивания и паузы в зависимости от текущего- 3начения температуры поверхности заготовки и перемещения ее за цикл, чем достигается более высокая
надежность работы и повышается производительность установки.
Применение предлагаемого устройства для автоматического управления установками непрерывного литья позволяет уменьшить срывы процесса, увеличить выход годного металла. При этом производительность установки увеличится на 5-10.
Экономический эффект от использования изобретения на одной установке непрерывного литья производительностью 2,5 тыс.в год медных свлавов составит 20 тыс.руб, в год.
Формула изобретения
Система для автоматического управления установкой непрерывной разливки металлов методом периодического вытягивания, включающее вытягивающее устройство, привод с системой управления, регулятор времени пауз вытягивающего устройства, вход которого соединен с датчиком температуры поверхности заготовки, а выход - с входом системы управления приводом, отличающаяся, тем, что, с целью повышения надежности функционирования и производитепьность установки, оно дополнительно содержит регулятор времени вытягивания, первый вход которого соединен с датчиком температуры поверхности заготов1си, второй вход соединен с датчиком перемещения заготовки, третий вход соединен с выходом регулятора пауз, а выход регулятора времени вытягивания соединен со входом регулятора пауз и со входом датчика перемещения заготовки .
Источники информации, принятые во внимание при экспертизе
1.Изюмский Ф.П., Бредихин В.И. Автоматизация непрерывного горизонтального литья.- Цветные металлы, 1975, N11, с.52-55.
2.Авторское свидетельство СССР (f it82240, кл. В 22 D 11/U, 1975Ю
дпнач
Импульс
fff peiuflftmopCL оренбии Вытягивание
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1979 |
|
SU900952A1 |
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1974 |
|
SU482240A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| Устройство контроля разрыва корки металла в кристаллизаторе горизонтальной машины непрерывного литья заготовок | 1982 |
|
SU1057172A1 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1039642A1 |
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМЫ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ СТАЛИ | 2001 |
|
RU2226006C2 |
| Цифровое устройство для управления машиной непрерывного литья заготовок | 1989 |
|
SU1632621A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
Ш
Кpezyft mopy оремена паузы
Фиг. 2
мпу/ibc от регулятора времени пауз
1
Г/
К регу/1йтору времени пауз
Фиг.З
