1
Изобретение относится к области литейного производства, точнее к производству отливок из металлов на горизонтальных установках для непрерывного литья периодического действия.
Известен способ управления тепловым режимом кристаллизатора установки непрерывной разливки металлов в котором управление подачей охладителя регулируется на основании сопоставления разности температур охладителя на входе и выходе из кристаллизатора со скоростью вытягивания отливки и расхода охладителя.
Однако в таких установках регулирование периода действия вытягивающего устройства производится оператором с пульта управления вручную, либо при помощи заранее заданной программы. При таком управлении не учитывается изменение температуры металла, заливаемого в раздаточную печь и другие факторы, влияющие на ход процесса разливки.
Целью изобретепия является получение заданной толщины корочки слитка.
Для достижения этой цели в системе управления гидроприводом установлен регулятор времени пауз вытягивающего устройства, входы которого соединены с измерителем температуры отливки и с датчиком положения вытягивающего устройства, а выход - с входом системы управления гидроприводом.
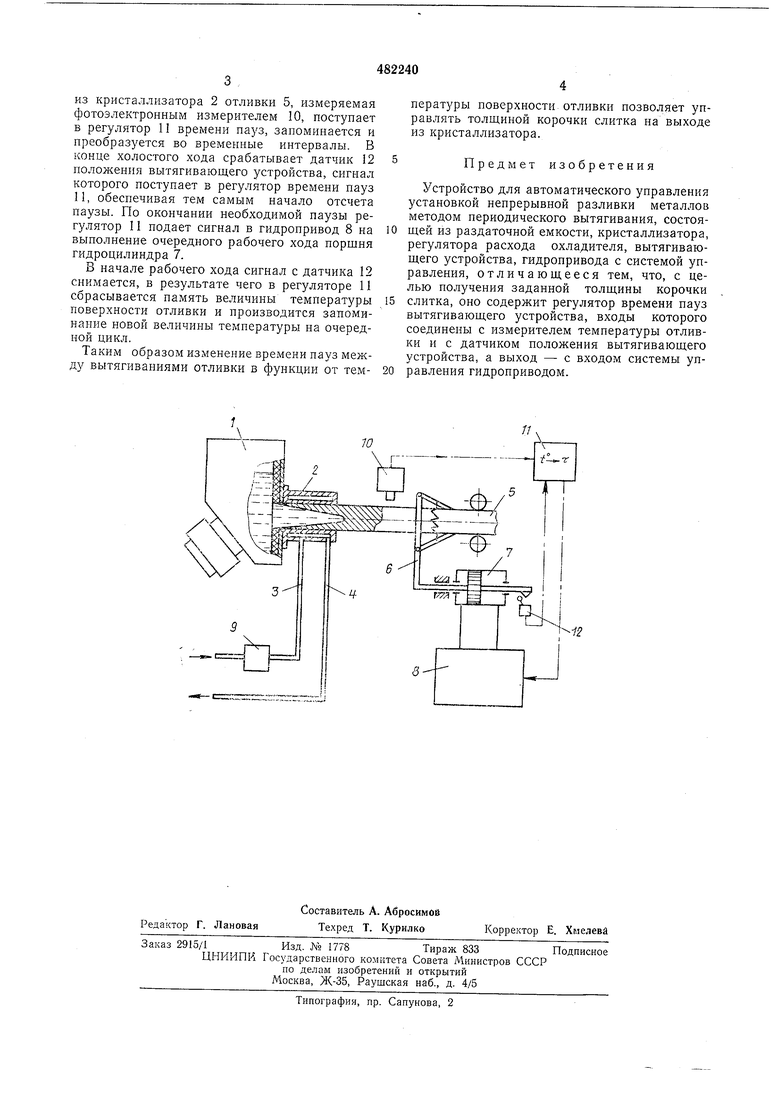
На чертеже приведена схема установки для ненрерывного литья металлов с устройством автоматического управления, состоящая из раздаточной печи 1, кристаллизатора 2, входной 3 и выходной 4 магистралей охладителя кристаллизатора 2, отливки 5, вытягивающего устройства 6 периодического действия, гидроцилиндра 7 вытягивающего устройства, гидропривода 8, регулятора 9 расхода охл-адителя, фотоэлектронного измерителя 10 температуры поверхности выходящей из кристаллизатора заготовки, регулятора 11 времени пауз-, датчика 12 положения вытягивающего устройства.
Установка для непрерывного литья металлов с устройством автоматического управления работает следующим образом.
Металл из раздаточной печи 1 попадает в кристаллизатор 2, охлаждаемый охладителем,
подаваемым по магистрали 3. Отливка 5 извлекается из кристаллизатора 2 вытягивающим устройством 6 периодического действия, совершающим возвратно-поступательное движение с помощью гидроцилиндра 7. Во время
движеиия поршня гидроцнлиндра вправо вьь тягивающее устройство совершает рабочий ход (вытягивание отливки), во время движения поршня влево - холостой ход. Гидроцплиндр 7 управляется гидроприводом 8. Информация о температуре поверхности выходящей
из кристаллизатора 2 отливки 5, измеряемая фотоэлектронным измерителем 10, поступает в регулятор 11 времени пауз, запоминается и преобразуется во временные интервалы. В конце холостого хода срабатывает датчик 12 положения вытягивающего устройства, сигнал которого поступает в регулятор времени пауз 11, обеспечивая тем самым начало отсчета паузы. По окончании необходимой паузы регулятор II подает сигнал в гидропривод 8 на выполнение очередного рабочего хода поршня гидроцилиндра 7.
В начале рабочего хода сигнал с датчика 12 снимается, в результате чего в регуляторе И сбрасывается память величины температуры поверхности отливки и производится запоминание новой величины температуры на очередной цикл.
Таким образом изменение времени пауз между вытягиваниями отливки в функции от температ)фы поверхности отливки позволяет управлять толщиной корочки слитка на выходе из кристаллизатора.
Предмет изобретения
Устройство для автоматического управления установкой непрерывной разливки металлов методом периодического вытягивания, состоящей из раздаточной емкости, кристаллизатора, регулятора расхода охладителя, вытягивающего устройства, гидропривода с системой управления, отличающееся тем, что, с целью получения заданной толщины корочки слитка, оно содержит регулятор времени пауз вытягивающего устройства, входы которого соединены с измерителем температуры отливки и с датчиком положения вытягивающего устройства, а выход - с входом системы управления гидроприводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1979 |
|
SU900952A1 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Система для автоматического управления установкой непрерывной разливки металла | 1980 |
|
SU904880A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| Устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1039642A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1025489A1 |
| СПОСОБ ДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ОХЛАЖДЕНИЯ СЛИТКА НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2003 |
|
RU2243062C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
